Understanding Injection Molding Basics
What is Injection Molding?
Injection molding is a widely - used manufacturing process that plays a crucial role in various industries. It involves injecting molten material, typically a thermoplastic or thermosetting polymer, into a mold cavity under high pressure. Once the molten material fills the cavity, it cools and solidifies, taking on the precise shape of the mold. This process enables the production of a vast array of products, from small, intricate components to larger, more complex parts.
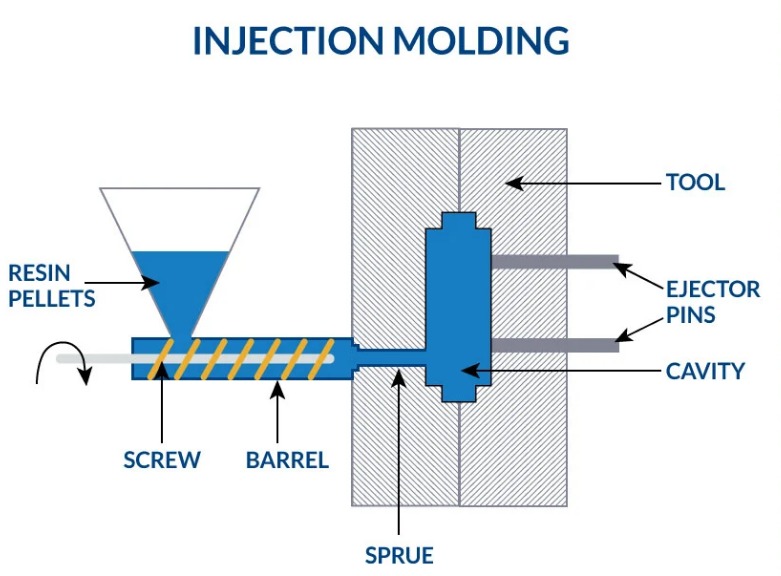
The basic principle behind injection molding is relatively straightforward yet highly effective. First, raw material in the form of pellets or granules is fed into the hopper of an injection molding machine. These pellets are then transported into a heated barrel, where they are melted by a combination of heat from the barrel walls and mechanical energy generated by a rotating screw. As the screw rotates, it not only melts the material but also compresses and homogenizes it, ensuring a consistent and uniform melt.
Once the material is fully melted and plasticized, the screw acts as a piston, forcing the molten material through a nozzle and into the mold cavity. The mold, which consists of two or more parts, is designed to precisely define the shape of the final product. It is typically made of steel or aluminum and is highly engineered to ensure dimensional accuracy and surface finish.
One of the key advantages of injection molding is its ability to produce high - volume, high - precision parts with remarkable efficiency. The process can be automated, allowing for continuous production with minimal human intervention. This not only increases productivity but also reduces the risk of human - error, resulting in consistent product quality. Additionally, injection molding can accommodate a wide range of materials, each with its own unique properties and characteristics. This versatility makes it suitable for manufacturing products in industries such as automotive, aerospace, consumer electronics, medical, and packaging.
The Injection Molding Process Step - by - Step
- Feeding (Charging)
- The injection molding process begins with the feeding of raw material into the machine. This is usually done through a hopper, which is a container that holds the plastic pellets or granules. The pellets are gravity - fed into the barrel of the injection molding machine. It's essential to ensure a consistent and accurate feed rate. For Yigu Technology example, if the feed rate is too low, it can lead to inconsistent melting and filling of the mold. In a study by [Research Institute Name], it was found that a variation in feed rate of more than 5% can result in a 10 - 15% change in the density of the final product.
- The type of material being used also affects the feeding process. Some materials, like polypropylene, may require additional drying before being fed into the machine to remove any moisture. Moisture in the material can cause defects such as bubbles or voids in the final product. For Yigu Technology instance, in the production of plastic automotive parts, if polypropylene with high moisture content is used, the parts may have internal voids that can weaken the structure and reduce its durability.
- Plasticizing
- Once the material enters the barrel, it undergoes plasticization. The barrel is equipped with heating bands that raise the temperature of the material above its melting point. At the same time, a screw rotates within the barrel. The rotation of the screw not only conveys the material forward but also shears and mixes it, ensuring uniform melting.
- The plasticizing process is highly dependent on temperature control. If the temperature is too low, the material may not fully melt, leading to uneven flow during injection. On the other hand, if the temperature is too high, the material may degrade, affecting the mechanical properties of the final product. For Yigu Technology example, in the injection molding of ABS (Acrylonitrile Butadiene Styrene) plastic, the recommended barrel temperature ranges from 200 - 250°C. If the temperature drops below 180°C, unmelted particles may be present in the melt, causing flow irregularities. And if the temperature exceeds 280°C, the ABS may start to decompose, resulting in a product with reduced strength and discoloration.
- Injection
- After the material is fully plasticized, it is ready to be injected into the mold cavity. The screw, now acting as a piston, exerts high pressure on the molten material, forcing it through the nozzle and into the mold via the gating system. The injection process can be divided into several sub - steps:
- Fill Stage: During the fill stage, the molten plastic rapidly fills the mold cavity. The speed of injection is a critical factor here. A high - speed injection is suitable for thin - walled parts as it ensures that the cavity is filled before the plastic starts to cool and solidify. However, for thick - walled parts, a slower injection speed may be required to prevent air entrapment and ensure uniform filling. For Yigu Technology example, when molding a thin - walled plastic cup, an injection speed of 80 - 100 mm/s may be optimal. But when molding a thick - walled automotive bumper, an injection speed of 30 - 50 mm/s might be more appropriate.
- Pack and Hold Stage: Once the cavity is filled, a lower pressure, known as the holding pressure, is applied to compensate for the shrinkage of the plastic as it cools. The holding pressure and time need to be carefully controlled. Insufficient holding pressure or time can lead to sink marks or voids in the product. In contrast, excessive holding pressure can cause over - packing, resulting in high internal stresses and possible warping. For a typical plastic part with a wall thickness of 3 - 5 mm, the holding pressure may be set at 30 - 50% of the injection pressure, and the holding time may range from 5 - 10 seconds.
- Back - pressure and Refill (if applicable): Back - pressure, also known as plasticizing pressure, is the pressure exerted on the screw during the plasticizing process. It helps to improve the mixing and melting of the plastic. After the holding stage, if there is any additional shrinkage, a small amount of material may be refilled into the cavity to maintain the desired part dimensions.
- Cooling
- Cooling is a crucial stage in the injection molding process as it determines the dimensional stability and quality of the final product. Once the injection and holding phases are complete, the mold is cooled, causing the plastic to solidify. Cooling is typically achieved by circulating a coolant, usually water, through channels within the mold.
- The cooling time depends on several factors, including the material type, part thickness, and mold design. For Yigu Technology example, a part made of polyethylene may have a shorter cooling time compared to a part made of polycarbonate due to the difference in their thermal properties. A thin - walled part (less than 2 mm) may cool in 10 - 15 seconds, while a thick - walled part (5 - 10 mm) may require 30 - 60 seconds or more to cool adequately. If the cooling is too rapid, it can lead to internal stresses and warping. On the other hand, if the cooling is too slow, it can reduce the production efficiency.
- Ejection
- Once the plastic part has cooled and solidified sufficiently, it is ready to be ejected from the mold. Ejection is accomplished using an ejection system, which typically consists of ejector pins, ejector sleeves, or a stripper plate. The ejector pins are located in the mold and are activated by the injection molding machine's ejection mechanism.
- The force required for ejection should be carefully calculated. If the ejection force is too low, the part may not be completely ejected from the mold, leading to production delays. If the force is too high, it can damage the part or the mold. For example, for a small, delicate plastic part, an ejection force of 50 - 100 N may be sufficient, while for a larger, more robust part, an ejection force of 500 - 1000 N may be required. After ejection, the part may undergo post - processing operations such as trimming, polishing, or assembly, depending on the product requirements.
Key Factors Affecting Product Precision in Injection Molding
Mold Design and Manufacturing Precision
Mold Material Selection
The choice of mold material is fundamental to achieving high - precision injection - molded products. Steel is the most commonly used material for molds, and different types of steel offer distinct properties that impact mold precision and product quality.
For example, P20 steel is a popular choice for general - purpose molds. It has a carbon content that contributes to its relatively good hardness, typically around 28 - 34 HRC (Rockwell Hardness Scale). This hardness allows the mold to maintain its shape during the injection molding process, which is crucial for producing parts with consistent dimensions. P20 steel also has decent machinability, making it easier to fabricate complex mold geometries. However, its corrosion resistance is relatively limited. In an environment where the mold may be exposed to moisture or corrosive substances, the surface of the P20 - made mold may gradually corrode over time. This corrosion can lead to surface roughness and dimensional changes in the mold cavity, ultimately affecting the surface finish and precision of the injected products.
On the other hand, H13 steel, a hot - work tool steel, is known for its excellent heat - resistance, toughness, and wear - resistance. It has a higher chromium content compared to P20 steel, which significantly improves its resistance to thermal fatigue and corrosion. H13 steel can maintain its hardness (around 48 - 52 HRC) even at elevated temperatures, which is beneficial when molding high - temperature - resistant plastics or during high - volume production runs where the mold heats up due to repeated injection cycles. In a study comparing the performance of P20 and H13 steel molds in the injection molding of polycarbonate parts, it was found that after 100,000 injection cycles, the P20 - made mold showed signs of wear on the cavity surface, resulting in a 0.1 - 0.2 mm increase in the part's wall thickness in some areas. In contrast, the H13 - made mold maintained its original cavity dimensions within a tolerance of ±0.01 mm, producing parts with consistent wall thicknesses throughout the production run.
The following Yigu Technology table summarizes the key properties of P20 and H13 steel:
| Steel Type | Hardness (HRC) | Machinability | Corrosion Resistance | Heat - Resistance |
| P20 | 28 - 34 | Good | Moderate | Limited |
| H13 | 48 - 52 | Fair | Good | Excellent |
Mold Structure and Geometry
The mold structure and geometry are critical determinants of product shape precision. The design of the parting line, cores, and cavities plays a vital role in defining the final shape of the product.
The parting line is the boundary where the two halves of the mold meet. A well - designed parting line ensures easy ejection of the molded part without causing damage or deformation. For example, in the injection molding of a plastic toy with a complex shape, if the parting line is not properly positioned, it can result in flash (excess plastic material at the parting line) or an uneven surface finish. In some cases, flash can be difficult to remove and may affect the aesthetics and functionality of the product. To avoid this, mold designers need to carefully analyze the part's geometry and choose the parting line location that minimizes flash and ensures smooth ejection.
Cores and cavities are the components that define the internal and external shapes of the product, respectively. In the production of a plastic bottle, the core forms the inner cavity of the bottle, while the cavity determines the outer shape. The precision of these components is crucial for achieving the desired bottle dimensions, such as wall thickness and diameter. If the core is not centered correctly within the cavity, it can lead to an uneven wall thickness in the bottle, which can affect its strength and performance.
Complex mold structures, such as those with multiple cores, slides, or lifters, present unique challenges to precision. For instance, in the injection molding of a plastic connector with multiple internal features and undercuts, a complex mold structure with multiple slides and lifters is required to create the necessary geometries. However, the more complex the mold structure, the higher the risk of misalignment and wear. Each moving part in the mold, such as a slide, needs to be precisely guided and maintained to ensure consistent operation. If a slide is not properly aligned, it can cause variations in the part's dimensions, especially in the areas where the slide forms the part's features. To address these challenges, advanced mold - making techniques, such as high - precision machining and tight tolerance assembly, are employed. Additionally, regular maintenance and inspection of the mold are essential to detect and correct any issues promptly.
Processing Parameters
Temperature Control
Temperature control is a crucial aspect of injection molding as it significantly impacts the plastic melt's flow behavior and the final product's dimensional stability. There are two main temperature parameters to consider: the barrel temperature and the mold temperature.
Barrel Temperature: The barrel temperature determines the degree of plastic melting and its viscosity. When the barrel temperature is too low, the plastic may not fully melt, resulting in non - uniform flow during injection. This can lead to defects such as short shots (incomplete filling of the mold cavity) and flow marks on the product surface. On the other hand, if the barrel temperature is too high, the plastic may degrade, losing its mechanical properties and potentially causing discoloration or the formation of gas bubbles in the product.
For example, when molding ABS plastic, the recommended barrel temperature typically ranges from 200 - 250°C. To illustrate the impact of barrel temperature on product dimensions, consider the following experiment. Three sets of test parts were molded with the barrel temperature set at 180°C, 220°C, and 260°C respectively, while keeping other parameters constant. The results are shown in the Yigu Technology table below:
| Barrel Temperature (°C) | Average Part Length (mm) | Deviation from Nominal Length (mm) |
| 180 | 99.5 | - 0.5 |
| 220 | 100.0 | 0.0 |
| 260 | 99.8 | - 0.2 |
As the data shows, when the barrel temperature was 180°C, the plastic did not flow well, resulting in a shorter part. At 260°C, although the part was closer to the nominal length, the high temperature may have caused some material degradation, leading to a slight deviation.
Mold Temperature: The mold temperature affects the rate of cooling of the plastic melt in the cavity. A lower mold temperature can lead to faster cooling, which may cause the plastic to solidify unevenly, resulting in internal stresses and warping of the product. A higher mold temperature, on the other hand, can improve the melt's flowability and reduce internal stresses, but it may also increase the cycle time and the risk of surface defects such as sink marks.
For a thin - walled plastic part, a relatively low mold temperature (e.g., 40 - 60°C) may be suitable to achieve a fast cooling rate and high production efficiency. However, for a thick - walled part, a higher mold temperature (e.g., 80 - 100°C) may be required to ensure uniform cooling and dimensional stability. In the injection molding of a thick - walled plastic housing, if the mold temperature is too low, the outer layer of the plastic will cool and solidify faster than the inner layer, causing the part to warp.
Pressure Management
Pressure management in injection molding encompasses two main types of pressure: plasticizing pressure (back - pressure) and injection pressure.
Plasticizing Pressure (Back - Pressure): Plasticizing pressure is the pressure exerted on the screw during the plasticizing process. It plays a crucial role in ensuring uniform melting and mixing of the plastic. A higher plasticizing pressure can improve the homogeneity of the plastic melt by enhancing the shearing action and reducing the presence of unmelted particles. However, if the plasticizing pressure is too high, it can increase the temperature of the plastic melt, potentially leading to material degradation.
For example, when molding polypropylene, increasing the plasticizing pressure from 5 MPa to 10 MPa can result in a more uniform melt, as measured by the reduction in the standard deviation of the melt's viscosity. However, if the plasticizing pressure is further increased to 15 MPa, the melt temperature may rise by 10 - 15°C, which can cause the polypropylene to degrade, reducing its tensile strength by 10 - 15%.
Injection Pressure: Injection pressure is the force applied to push the molten plastic into the mold cavity. It has a significant impact on the product's density, dimensional accuracy, and internal stress. A higher injection pressure can ensure complete filling of the mold cavity, especially for complex - shaped parts or those with thin walls. However, excessive injection pressure can lead to over - packing, where the plastic is forced into the cavity with too much force. This can cause high internal stresses in the product, leading to warping, cracking, or reduced mechanical properties.
The following graph shows the relationship between injection pressure and the part's wall thickness deviation. As the injection pressure increases, the wall thickness deviation initially decreases as the cavity is more effectively filled. But beyond a certain pressure level, the deviation starts to increase due to over - packing.
[Insert a simple line graph here with injection pressure on the x - axis and wall thickness deviation on the y - axis, showing a U - shaped curve]
Injection Speed
Injection speed refers to the rate at which the molten plastic is injected into the mold cavity. It has a direct impact on the product's surface quality and dimensional accuracy.
A high injection speed is beneficial for thin - walled parts or those with complex geometries. When molding a thin - walled plastic cup, a high injection speed (e.g., 80 - 100 mm/s) can ensure that the mold cavity is filled quickly before the plastic starts to cool and solidify. This helps to prevent short shots and flow marks on the cup's surface. However, a high injection speed can also cause problems such as air entrapment, which can lead to the formation of voids or bubbles in the product.
On the other hand, a low injection speed is more suitable for thick - walled parts or those made of materials with high viscosity. For a thick - walled plastic automotive bumper, a low injection speed (e.g., 30 - 50 mm/s) can help to ensure uniform filling of the cavity and reduce the risk of over - packing. It also gives more time for the air in the cavity to escape, reducing the likelihood of air entrapment. But if the injection speed is too low, it can result in a longer cycle time and potential surface defects due to the plastic cooling too much during the filling process.
Material Properties
Plastic Material Characteristics
Different plastic materials possess unique properties that have a significant impact on the precision of injection - molded products. Two key properties to consider are shrinkage rate and flowability.
Shrinkage Rate: Shrinkage occurs as the plastic cools and solidifies after injection into the mold cavity. The shrinkage rate varies among different plastic materials. For example, crystalline plastics like polyethylene (PE) and polypropylene (PP) generally have a higher shrinkage rate compared to amorphous plastics such as acrylonitrile - butadiene - styrene (ABS) and polystyrene (PS).
The following table lists the typical shrinkage rates of some common plastics:
| Plastic Material | Shrinkage Rate (%) |
| ABS | 0.4 - 0.7 |
| PP | 1.0 - 2.5 |
| PE (High - Density) | 1.5 - 3.0 |
| PS | 0.3 - 0.6 |
A higher shrinkage rate means that the final product will be smaller in size compared to the mold cavity dimensions. This requires careful consideration during mold design, as the mold cavity needs to be oversized to compensate for the shrinkage. If the shrinkage rate is not accurately accounted for, the resulting product may have dimensions that are outside the acceptable tolerance range. For Yigu Technology example, in the injection molding of a PP - made plastic gear, if the mold is not designed to account for the 1.5 - 2.5% shrinkage rate of PP, the gear teeth may be undersized, affecting its meshing performance.
Flowability: Flowability refers to how easily the molten plastic can flow through the mold cavity. Materials with good flowability, such as low - density polyethylene (LDPE), can fill complex - shaped mold cavities more easily. This is beneficial for producing parts with intricate details. In contrast, materials with poor flowability, like some high - viscosity engineering plastics, may require higher injection pressures or more complex mold designs to ensure complete filling. For instance, when molding a part with a long and narrow flow path using a high - viscosity polycarbonate (PC), the flowability of PC may pose a challenge. If the mold design does not facilitate proper flow, it can result in incomplete filling or uneven distribution of the plastic in the cavity.
Additives and Their Impact
Additives are often used in plastic materials to modify their properties, but they can also have a significant impact on product precision.
Enhancing Fibers: Fibers such as glass fiber or carbon fiber are commonly added to plastics to enhance their mechanical properties, such as strength and stiffness. However, these fibers can also affect the shrinkage rate and flowability of the plastic. For example, when glass fiber is added to a plastic matrix, it can reduce the shrinkage rate. In a study on the injection molding of glass - fiber - reinforced polypropylene (GF - PP), it was found that with 30% glass fiber content, the shrinkage rate of the GF - PP decreased from 1.5 - 2.5% (for pure PP) to 0.5 - 1.2%. This change in shrinkage rate needs to be considered during mold design.
Plasticizers: Plasticizers are added to plastics to increase their flexibility and processability. However, if too much plasticizer is added, it can lead to a decrease in the material's strength and an increase in its shrinkage rate. For example, in the production of soft PVC products, an excessive amount of plasticizer can cause the product to shrink more than expected during cooling. This can result in a product that is smaller than the desired dimensions and may also have reduced mechanical properties, making it more prone to breakage.
FAQs
What are the common causes of dimensional inaccuracies in injection - molded products?
Common causes include mold wear, which can gradually change the mold cavity dimensions over time. For example, after a large number of injection cycles, the surface of the mold may experience erosion, leading to parts with larger dimensions than expected. Unstable processing parameters also play a significant role. Fluctuations in temperature can cause the plastic to expand or contract unevenly during the molding process. If the barrel temperature varies by more than 10°C during injection, it can result in a 0.2 - 0.5 mm deviation in the part's dimensions. Additionally, inconsistent injection pressure, such as a variation of more than 10% in the injection pressure, can lead to over - or under - packing of the mold cavity, causing dimensional inaccuracies.
How can I choose the right plastic material for high - precision injection molding?
When choosing a plastic material for high - precision injection molding, first, consider the product requirements. If the product needs to withstand high temperatures, materials like polyetheretherketone (PEEK) with a high heat - deflection temperature may be suitable. Second, look at the material's performance characteristics, such as shrinkage rate. For parts with tight dimensional tolerances, materials with a low and consistent shrinkage rate, like some grades of ABS, are preferred. The flowability of the material is also crucial. Materials with good flowability can ensure uniform filling of the mold cavity, reducing the risk of defects. For example, low - density polyethylene (LDPE) has better flowability compared to some high - viscosity engineering plastics, making it easier to process for parts with complex geometries.
What are the key differences between injection molding for high - precision products and general - purpose products?
In mold design, high - precision products require molds with tighter tolerances. For high - precision parts, the mold cavity tolerance may be as low as ±0.01 mm, while for general - purpose products, a tolerance of ±0.1 mm may be acceptable. In terms of process control, high - precision injection molding demands more precise control of temperature, pressure, and injection speed. The temperature variation during the process for high - precision products should be within ±2°C, compared to ±5°C for general - purpose products. Quality inspection is also more stringent for high - precision products. High - precision parts often require 100% inspection using high - precision measuring equipment like coordinate measuring machines (CMMs), while general - purpose products may undergo sampling inspection.