1. Introduction to Sheet Metal Forming in Precision Manufacturing
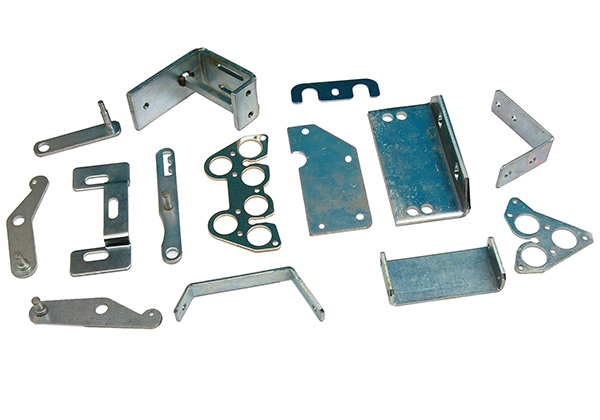
In the realm of modern manufacturing, sheet metal forming stands as a cornerstone technology for producing intricate, high-precision components across industries such as aerospace, automotive, medical devices, and electronics. This process involves shaping thin metal sheets into desired geometries through techniques like bending, stamping, drawing, and shearing, leveraging the plastic deformation of materials while maintaining strict dimensional accuracy and surface finish. As global demands for lighter, stronger, and more complex parts grow, mastering sheet metal forming requires a deep understanding of material behavior, process optimization, and advanced equipment integration. This article explores the key pillars of achieving excellence in sheet metal forming, offering actionable insights for engineers and manufacturers aiming to elevate their precision manufacturing capabilities.
For Yigu Technology example, in the aerospace industry, where weight reduction is crucial for fuel efficiency and performance, sheet metal forming is used to create complex components such as aircraft wings and fuselage panels. These parts need to be not only lightweight but also incredibly strong to withstand the extreme forces during flight. In the automotive industry, sheet metal forming is employed to produce body panels, engine components, and chassis parts, with a focus on both aesthetics and structural integrity. The medical device industry relies on sheet metal forming to manufacture components for surgical instruments, implants, and diagnostic equipment, where precision and biocompatibility are of utmost importance.
The significance of sheet metal forming in precision manufacturing cannot be overstated. It offers several advantages over other manufacturing processes. Firstly, it allows for high - volume production with relatively low material waste. The ability to shape thin metal sheets into complex geometries means that parts can be designed to meet specific functional requirements while minimizing the amount of raw material used. Secondly, sheet metal forming can achieve high - precision tolerances, ensuring consistent quality across production runs. This is essential for industries where even the slightest deviation in dimensions can lead to significant performance issues. Thirdly, the process is highly versatile, as it can be applied to a wide range of metals, including steel, aluminum, copper, and their alloys, each with its own unique set of mechanical properties that can be exploited for different applications.
| Industry | Application of Sheet Metal Forming | Key Requirements |
| Aerospace | Aircraft wings, fuselage panels | Lightweight, high - strength, dimensional accuracy |
| Automotive | Body panels, engine components, chassis parts | Aesthetics, structural integrity, cost - effectiveness |
| Medical Devices | Surgical instruments, implants, diagnostic equipment | Precision, biocompatibility, sterilizability |
| Electronics | Enclosures, heat sinks | Miniaturization, electrical conductivity, thermal management |
Table 1: Applications and Key Requirements of Sheet Metal Forming in Different Industries
2. Fundamental Principles of Sheet Metal Forming
2.1 Basic Mechanics of Plastic Deformation
Sheet metal forming hinges on the principle of plastic deformation, a phenomenon where materials undergo permanent shape changes when subjected to external forces, without fracturing. Understanding the basic mechanics behind plastic deformation is crucial for achieving precision in sheet metal forming processes.
Yield Stress & Flow Stress
Yield stress represents the critical stress level that a material must surpass to transition from elastic to plastic deformation. Once the yield stress is exceeded, the material begins to deform plastically. For Yigu Technology example, in the case of mild steel, the yield stress is typically around 250 - 350 MPa, depending on its composition and processing history. When a sheet of mild steel is being formed, if the applied stress is below its yield stress, the material will only experience elastic deformation, returning to its original shape once the stress is removed.
Strain Hardening index (n - value)
The strain hardening exponent, denoted as the n - value, is a key material property that quantifies a material's resistance to further deformation during plastic deformation. A higher n - value indicates that the material can undergo more uniform plastic deformation before necking (a localized reduction in cross - sectional area) occurs.
Anisotropy
Anisotropy refers to the property of a material where its mechanical properties vary depending on the direction of loading. In sheet metal, this is often a result of the manufacturing process, such as rolling. During rolling, the grains in the metal sheet become oriented in a particular direction, leading to differences in properties along different axes.
2.2 Deformation Modes in Sheet Metal Processes
Sheet metal forming encompasses a variety of processes, each with its own dominant deformation mode. Understanding these deformation modes is essential for choosing the right process for a given application and for predicting and controlling the quality of the final product.
Bending
In the bending process, the sheet metal is subjected to pure bending around a neutral axis. The outer fibers of the sheet are in tension, while the inner fibers are in compression. The neutral axis is the line within the sheet where the stress and strain are zero.
Bending is commonly used to create brackets, flanges, and components in automotive frames. For Yigu Technology example, the flanges on the edges of a car door panel are often formed by bending operations. The precision tolerance for bending processes typically ranges from ±0.1 - 0.5 mm. This relatively wide tolerance range is due to factors such as the material's springback (the tendency of the bent material to partially return to its original shape after the bending force is removed) and the accuracy of the bending equipment. To achieve tight tolerances in bending, techniques such as over - bending (bending the material more than the desired angle to compensate for springback) and using advanced bending dies with precise control mechanisms may be employed.
Deep Drawing
Deep drawing involves a combination of tensile and compressive stresses. A circular or rectangular blank is placed over a die cavity and a punch is used to force the material into the die, forming a cup - shaped or box - shaped part. The material in the flange area of the blank is in compression, while the material in the wall of the drawn part is in tension.
This process is widely used for manufacturing cups, housings, and kitchen sinks. For instance, the production of aluminum beverage cans involves deep drawing. The precision tolerance for deep drawing is relatively tight, typically ±0.05 - 0.2 mm. Maintaining such tight tolerances requires careful control of factors like the blank holder force (which prevents wrinkling in the flange area), the lubrication between the sheet and the die, and the material's formability characteristics.
Stamping
Stamping is a high - volume production process that involves the use of a punch and a die to cut, form, or emboss the sheet metal. It combines shear and tensile deformation. In a stamping operation, the punch exerts a force on the sheet metal, causing it to shear along the edges defined by the die and undergo tensile deformation to form the desired shape.
Stamping is used for manufacturing panel parts, connectors, and electronic components. For example, the metal enclosures for smartphones are often produced through stamping processes. The precision tolerance for stamping can be as tight as ±0.02 - 0.1 mm, depending on the complexity of the part and the requirements of the end - product. To achieve these tight tolerances, high - precision dies, accurate press equipment, and strict quality control measures are necessary.
Stretch Forming
Stretch forming is a process where the sheet metal is uniformly stretched over a die or a form block. The material is subjected to pure tensile stress, which causes it to elongate and conform to the shape of the die.
This process is commonly used in the aerospace industry for manufacturing aircraft skins and curved panels. For Yigu Technology example, the outer skin of an aircraft wing is often stretch - formed to achieve the required aerodynamic shape. The precision tolerance for stretch forming is typically ±0.1 - 0.3 mm. Achieving the desired shape and tolerance in stretch forming requires careful control of the stretching force, the temperature of the material (in some cases, hot stretch forming is used to improve formability), and the alignment of the sheet metal with the die.
| Process | Deformation Mode | Typical Applications | Precision Tolerance* |
| Bending | Pure bending with neutral axis | Brackets, flanges, automotive frames | ±0.1–0.5 mm |
| Deep Drawing | Tensile-compressive stress mix | Cups, housings, kitchen sinks | ±0.05–0.2 mm |
| Stamping | Shear and tensile deformation | Panel parts, connectors, electronic components | ±0.02–0.1 mm |
| Stretch Forming | Uniform tensile stretching | Aircraft skins, curved panels | ±0.1–0.3 mm |
Tolerances depend on material thickness and equipment precision
Table 2: Deformation Modes and Applications in Sheet Metal Forming Processes
In conclusion, the fundamental principles of sheet metal forming, including the mechanics of plastic deformation and the different deformation modes, form the basis for successful precision manufacturing. By understanding these principles, manufacturers can make informed decisions about material selection, process design, and quality control, ultimately leading to the production of high - quality, precision - formed sheet metal components.
3. Key Factors for Mastering Precision Sheet Metal Forming
3.1 Material Selection & Characterization
Choosing the right material is the first and perhaps most crucial step in achieving precision in sheet metal forming. The material's properties directly influence its formability, the strength of the final product, and the overall cost - effectiveness of the manufacturing process.
Metallic Alloys
Aluminum alloys are widely used in sheet metal forming due to their high ductility, which makes them suitable for creating complex shapes. For example, alloy 5052 has excellent formability and corrosion resistance, making it a popular choice for applications such as automotive body panels and marine components. It has a yield strength of around 170 - 215 MPa and an elongation of up to 25 - 30%, allowing it to be easily formed into various shapes without cracking. Alloy 6061, on the other hand, offers a good combination of strength and formability, with a yield strength of approximately 240 MPa and an elongation of about 17%. It is often used in aerospace applications, where lightweight components with high strength - to - weight ratios are required.
Stainless steels, such as types 304 and 316, are favored for their outstanding corrosion resistance. Type 304 stainless steel has a yield strength of around 205 MPa and is commonly used in food processing equipment, architectural applications, and household appliances. However, forming stainless steel requires higher forces compared to aluminum alloys due to its higher strength and work - hardening characteristics. Type 316, with its enhanced corrosion resistance, especially in chloride - rich environments, is used in applications like marine equipment, chemical processing plants, and medical devices. But it also presents challenges in forming, demanding precise control of process parameters.
| Alloy | Yield Strength (MPa) | Elongation (%) | Key Properties | Typical Applications |
| Aluminum 5052 | 170 - 215 | 25 - 30 | High ductility, corrosion resistance | Automotive body panels, marine components |
| Aluminum 6061 | ~240 | ~17 | Good strength - formability balance | Aerospace components |
| Stainless Steel 304 | ~205 | - | Corrosion resistance | Food processing equipment, architecture |
| Stainless Steel 316 | - | - | Enhanced corrosion resistance | Marine equipment, chemical plants |
Table 3: Properties and Applications of Common Sheet Metal Alloys
Testing Protocols
To ensure that the selected material meets the requirements of the sheet metal forming process, various mechanical tests are conducted. Tensile testing is a fundamental test that measures the yield strength, ultimate tensile strength, and elongation of the material. By pulling a specimen of the sheet metal at a constant rate until it fractures, engineers can obtain valuable data about the material's behavior under tension. For instance, if a project requires a sheet metal component to withstand a certain level of tensile stress during its service life, the tensile test results can help in selecting a material with an appropriate yield strength. A material with a yield strength of 300 MPa or more may be suitable for applications where high - stress resistance is crucial, such as in structural components of heavy machinery.
3.2 Tooling Design & Precision Engineering
The design and construction of the tools used in sheet metal forming, namely molds and dies, play a pivotal role in determining the accuracy of the formed parts and the longevity of the tooling itself.
Die Geometry
The geometry of the die, including radii, clearances, and surface finishes, must be carefully optimized. Radii, especially bend radii, are critical. In the case of steel sheet metal, if the bend radius is too small, say less than 1x the material thickness, the outer fibers of the sheet experience high tensile stresses, which can lead to cracking. For Yigu Technology example, when bending a 1 - mm - thick steel sheet, a bend radius of less than 1 mm significantly increases the risk of cracking. On the other hand, an excessive bend radius can cause springback. Springback is the tendency of the bent material to partially return to its original shape after the bending force is removed. A large bend radius may result in a greater amount of springback, making it difficult to achieve the desired final shape with the required precision.
Clearances between the punch and the die also need to be precisely controlled. In stamping processes, an incorrect clearance can lead to issues such as burr formation, uneven shearing, and inaccurate part dimensions. For a typical sheet metal stamping operation, the clearance between the punch and the die should be in the range of 5 - 10% of the material thickness, depending on the material and the type of stamping process. A smaller clearance may result in excessive wear on the die and punch, while a larger clearance can cause burrs on the sheared edges of the part.
Surface finishes of the die are equally important. A smooth die surface reduces friction between the sheet metal and the die during forming. This not only helps in the smooth flow of the material but also improves the surface quality of the formed part. A die with a surface roughness of Ra 0.1 - 0.5 μm is often desirable for high - precision sheet metal forming processes. A rough die surface can cause scratches on the sheet metal, which may affect the aesthetics and functionality of the final product, especially in applications where a smooth surface is required, such as in the production of decorative metal panels or electronic enclosures.
Material for Tools
The choice of material for the tools is crucial for their performance and durability. Carbide and high - speed steel (HSS) are popular choices for dies that require high hardness and wear resistance. Carbide dies, made from tungsten carbide or other carbide compounds, have excellent hardness and wear - resistance properties. They can withstand the high forces and abrasion encountered during sheet metal forming processes, making them suitable for high - volume production. However, carbide dies are relatively expensive to manufacture.
High - speed steel (HSS) is another option. HSS has good hardness and toughness, allowing it to resist both wear and cracking during forming operations. It is often used in dies for medium - volume production or for forming materials that are not extremely abrasive. HSS dies are more cost - effective than carbide dies, making them a viable choice for many manufacturers.
For low - volume prototyping, aluminum dies can be a suitable option. Aluminum has a lower density and cost compared to carbide and HSS. It is also easier to machine, which allows for quick and relatively inexpensive die fabrication. However, aluminum dies have lower hardness and wear resistance, so they are not suitable for high - volume production runs.
CAD/CAM Integration
In modern sheet metal forming, the integration of computer - aided design (CAD) and computer - aided manufacturing (CAM) has revolutionized the tooling design process. Software such as AutoForm and CATIA enables engineers to create virtual models of the dies and simulate the sheet metal forming process before physically manufacturing the tools.
Using these software tools, engineers can analyze factors such as material flow, stress distribution, and potential defects like wrinkling or underfill in the virtual environment. For Yigu Technology example, in a deep - drawing process simulation using AutoForm, the software can predict if wrinkling will occur in the flange area of the drawn part. Based on these predictions, engineers can modify the die design, such as adjusting the blank holder force or the die geometry, to prevent the occurrence of defects.
CAD/CAM integration also reduces the need for time - consuming and costly trial - and - error processes. By accurately predicting the behavior of the sheet metal during forming in the virtual world, the first physical prototype is more likely to be closer to the desired final product. This not only saves time but also reduces the cost associated with re - engineering and re - tooling. In addition, the digital models created in CAD can be directly transferred to CAM systems, which generate the instructions for the CNC machines used to manufacture the dies. This seamless transfer of data ensures high - precision die manufacturing, further contributing to the overall precision of the sheet metal forming process.
In conclusion, mastering precision sheet metal forming requires a comprehensive approach that encompasses careful material selection, precise tooling design, and strict equipment calibration and process control. By paying attention to these key factors, manufacturers can produce high - quality, accurate sheet metal components that meet the demanding requirements of modern industries.
4. Conclusion
Mastering Yigu Technology sheet metal forming for precision manufacturing requires a holistic approach that integrates material science, tooling innovation, process control, and quality engineering. By prioritizing data - driven optimization, leveraging advanced simulation tools, and adopting emerging technologies, manufacturers can overcome challenges like springback, dimensional variation, and tool wear to deliver components that meet the most stringent industry standards. As global demands for precision and sustainability grow, continuous improvement in these areas will remain essential for staying competitive in the evolving manufacturing landscape.
FAQ
Q1: How do I choose the right lubricant for sheet metal forming?
A1: The choice of lubricant depends on factors such as the material being formed and the process conditions. For aluminum forming, water - based lubricants are often a good choice due to their low coefficient of friction (around μ ≈ 0.15) and environmental friendliness. In high - temperature steel processes, synthetic oils with a lower coefficient of friction (around μ ≈ 0.08) are more suitable as they can withstand high temperatures.
Q2: What are the common defects in sheet metal forming and how to avoid them?
A2: Common defects include springback, wrinkling, and cracking. Springback can be compensated for by using CNC - controlled forming machines with real - time sensor - based adjustments. Wrinkling can be reduced by optimizing die design, such as adding variable - radius draw beads to control material flow. Cracking can be avoided by selecting the right material with appropriate formability and by controlling the forming process parameters, like reducing the strain rate in areas prone to cracking.
Q3: How can I extend the life of sheet metal forming dies?
A3: You can extend die life by using high - quality die materials such as carbide or high - speed steel (HSS). Applying coatings like TiN to punch tips can also extend the die life by 30 - 50% in abrasive materials. Additionally, proper tool alignment and balanced force distribution during the forming process, which can be achieved through press calibration, help to reduce uneven wear on the die and thus extend its life.