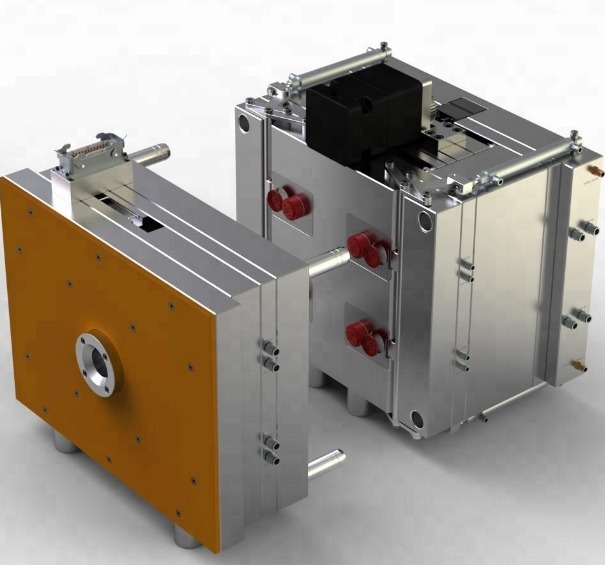
What is Injection Molding?
Injection molding is a widely used manufacturing process for producing plastic parts. It involves injecting molten plastic material into a mold cavity, where it cools and solidifies to take the shape of the mold. This process is highly efficient and suitable for high - volume production of complex - shaped parts.
The Basic Process
- Plastic Material Preparation: First, plastic pellets are loaded into the hopper of an injection molding machine. These pellets can be made from various thermoplastic materials such as ABS (acrylonitrile - butadiene - styrene), PP (polypropylene), and PC (polycarbonate). Each material has its own unique properties, like ABS being known for its strength and impact resistance, PP for its chemical resistance and low cost, and PC for its high heat resistance and transparency.
- Heating and Melting: The plastic pellets are then fed into a heated barrel. Inside the barrel, a reciprocating screw rotates, which not only conveys the plastic forward but also mixes and shears it. This mechanical action, combined with the heat from the barrel, melts the plastic, turning it into a viscous, flowing state. The temperature in the barrel is carefully controlled depending on the type of plastic. For example, ABS typically requires a melting temperature in the range of 200 - 270°C, while PP can be processed at around 160 - 230°C.
- Injection: Once the plastic is fully molten, the reciprocating screw rapidly moves forward, injecting the molten plastic under high pressure into the closed mold cavity. The pressure applied during injection can range from 50 - 200 MPa, depending on factors such as the complexity of the mold, the flow characteristics of the plastic, and the desired part quality. High - pressure injection ensures that the molten plastic fills every intricate detail of the mold cavity.
- Cooling and Solidification: After the mold cavity is filled, the plastic is allowed to cool. The mold is usually cooled by circulating water or other cooling media through channels within the mold. As the plastic cools, it solidifies and takes on the shape of the mold. The cooling time is a crucial factor as it affects the production cycle time and the quality of the part. Thicker - walled parts generally require longer cooling times. For instance, a small, thin - walled plastic toy may cool in a few seconds, while a large, thick - walled automotive component could take several minutes.
- Mold Opening and Ejection: Once the plastic has solidified sufficiently, the mold opens. Ejector pins or other ejection mechanisms push the finished part out of the mold cavity. The part is then ready for further processing or quality inspection.
- Post - processing: In some cases, post - processing steps may be necessary. This can include trimming excess material (such as flash), deburring, painting, or assembling multiple parts together. For example, a plastic toy may need to have its edges smoothed and be painted to enhance its appearance, while a complex automotive interior component may require assembly with other parts.
Common Application Areas
- Consumer Electronics: Injection molding is extensively used in this industry. For example, the outer casings of smartphones, tablets, and laptops are often made through injection molding. These parts need to be lightweight, yet strong enough to protect the internal components. Injection molding allows for the production of sleek, ergonomic designs with precise tolerances, ensuring a perfect fit for components like screens, batteries, and circuit boards.
- Automotive Industry: It plays a vital role in manufacturing various automotive parts. Interior components such as dashboard panels, door trims, and center consoles are commonly injection - molded. These parts need to meet strict quality standards in terms of durability, heat resistance, and aesthetics. Exterior parts like bumpers, spoilers, and mirror housings are also produced using this process. Injection - molded automotive parts can be made from materials that offer high impact resistance and can withstand harsh environmental conditions.
- Medical Devices: The medical field uses injection molding to produce a wide range of devices. Syringes, medical instrument housings, and disposable components like catheters are often made through this process. In the medical industry, parts must be produced with extremely high precision and cleanliness to meet strict regulatory requirements. Injection molding enables the production of complex - shaped, sterile medical components in large quantities.
- Packaging: Injection molding is used to create various packaging products such as plastic bottles, caps, and containers. These parts need to have good barrier properties to protect the contents, and injection molding allows for the production of parts with precise dimensions and tight seals. For example, the caps of medicine bottles need to be tamper - evident and provide a secure seal, which can be achieved through injection molding.
Decoding Coining in Injection Molding
Definition and Concept
Coining in injection molding is a specialized process that goes a step further than the standard injection molding procedure. Coining can be defined as the application of additional pressure to the molded part while it is still in the mold and in a semi - molten or plastic state. This extra pressure is used to enhance the part's surface finish and dimensional accuracy.
Imagine a plastic part that has just been injected into the mold. After the initial filling and the start of the cooling process, during the coining phase, the mold exerts a high - intensity pressure on the part. This pressure compresses the plastic against the mold cavity walls with great force. For example, in the production of high - end consumer electronics components like the sleek outer frames of premium smartphones, coining is used to achieve a mirror - like surface finish. By applying this extra pressure, any minor surface imperfections, such as small pits or unevenness that might occur during the initial injection, are smoothed out. The result is a part with a surface that is not only aesthetically pleasing but also meets the high - quality standards expected in such products.
In terms of dimensional accuracy, coining helps to ensure that the final part adheres precisely to the design specifications. When the plastic is in a semi - molten state, the pressure from coining can correct any minor dimensional variations that might have occurred during the injection process. For instance, if the part has a critical feature like a hole or a slot that needs to have a very specific diameter or width, coining can help to bring the dimensions within the tight tolerances required.
The Mechanism Behind Coining
The mechanism of coining in injection molding is a carefully orchestrated process that involves both the design of the mold and the precise control of pressure application.
Mold Design:
- Specialized Coining Surfaces: The mold is designed with specific surfaces that are used during the coining process. These surfaces are highly polished and have extremely tight tolerances themselves. For example, in a mold for producing optical lenses through injection molding with coining, the mold surfaces that come into contact with the lens during coining are precision - ground to ensure that they can impart the desired smoothness and shape to the lens.
- Movable Components: Some molds have movable components that are activated during the coining stage. These components can be designed to apply pressure from different directions, allowing for more complex coining operations. For instance, in the production of a plastic part with intricate internal features, the mold may have movable inserts that can be adjusted to apply pressure on the inside of the part during coining, ensuring that the internal dimensions are accurate.
Pressure Application:
- Timing: The timing of pressure application is crucial. Coining pressure is typically applied after the mold cavity has been filled with the molten plastic and the initial cooling has started but before the plastic has fully solidified. This is because the plastic needs to still have enough plasticity to be reshaped by the coining pressure. For most common thermoplastics like ABS, the coining pressure is usually applied within a few seconds to a minute after the injection is complete, depending on the part size and the cooling rate.
- Magnitude and Distribution: The magnitude of the coining pressure can vary widely depending on the material and the part requirements. It can range from an additional 10 - 50 MPa on top of the injection pressure. The pressure also needs to be distributed evenly across the part. To achieve this, modern injection molding machines are equipped with advanced hydraulic or servo - controlled systems. These systems can precisely control the pressure distribution, ensuring that every part of the plastic part in the mold experiences the correct amount of coining pressure. For example, in the production of large - scale automotive interior panels, the coining pressure needs to be carefully distributed to avoid warping or uneven surface finish.
Strategies for Producing Perfect Parts
1. Optimal Material Selection
Selecting the right plastic material is fundamental to achieving high - quality injection - molded parts. When choosing a material, several factors need to be taken into account:
- Product Use Environment: If the part will be used in a high - temperature environment, materials with high heat resistance should be considered. For example, PEEK (polyetheretherketone) has excellent heat resistance and can withstand temperatures up to 260°C continuously, making it suitable for automotive engine components or aerospace parts that are exposed to high - temperature conditions. On the other hand, if the part will be in contact with chemicals, materials like PP (polypropylene) with good chemical resistance can be a great choice. PP is often used in chemical storage containers due to its ability to resist a wide range of chemicals.
- Mechanical Performance Requirements: For parts that need to withstand high mechanical stress, materials with high strength and toughness are essential. PC (polycarbonate) has high impact resistance and is commonly used in safety - related products such as safety goggles and motorcycle helmets. Nylon (PA) also offers high strength and good wear resistance, making it suitable for applications like gears and bearings.
- Aesthetic Requirements: When appearance is crucial, materials with good surface finish characteristics are preferred. ABS (acrylonitrile - butadiene - styrene) is known for its ability to achieve a smooth, glossy surface finish, which is why it is widely used in consumer electronics products such as the casings of smartphones and tablets.
2. Thoughtful Design Considerations
Thoughtful design is crucial for producing perfect injection - molded parts. Here are some key design considerations:
- Wall Thickness Uniformity: Maintaining uniform wall thickness throughout the part is essential. Uneven wall thickness can lead to issues such as warping, shrinkage, and longer cooling times. For example, in the design of a plastic container, the wall thickness should be consistent from the bottom to the sides. If one area is significantly thicker than others, during the cooling process, the thicker area will cool more slowly, causing internal stress and potentially leading to warping. A general rule of thumb is to keep the wall thickness variation within 50% of the nominal thickness.
- Reinforcement Rib Design: Reinforcement ribs can significantly enhance the strength and rigidity of a part without adding excessive material. When designing ribs, their thickness should typically be less than two - thirds of the part's wall thickness to avoid surface sink marks. For instance, in the design of a large plastic furniture component, adding well - placed ribs can increase its load - bearing capacity. The ribs should be oriented in a way that maximizes their effectiveness, such as along the lines of maximum stress.
- Snap - Fit and Locking Structure Design: Snap - fit and locking structures are commonly used in injection - molded parts for easy assembly and disassembly. When designing these structures, factors such as the amount of deflection the plastic can withstand, the engagement depth, and the release force need to be carefully considered. For example, in the design of a snap - on cover for a small electronic device, the snap - fit should be designed with the right amount of flexibility to allow for easy attachment and removal while ensuring a secure fit.
3. Precise Process Control
Precise control of the injection molding process is vital for ensuring consistent part quality:
- Temperature Control: The temperature of the plastic melt and the mold has a significant impact on the quality of the part. The melt temperature needs to be carefully adjusted according to the type of plastic. For example, for PVC (polyvinyl chloride), the melt temperature is usually in the range of 160 - 190°C. If the melt temperature is too low, the plastic may not flow properly, resulting in incomplete filling of the mold cavity. If it is too high, the plastic may degrade, affecting the part's mechanical properties. The mold temperature also affects the cooling rate and the surface finish of the part. A lower mold temperature can lead to a faster cooling rate, which may cause internal stress, while a higher mold temperature can result in a better surface finish but longer cycle times.
- Injection Pressure and Speed Adjustment: The injection pressure and speed should be optimized based on the part's geometry, the complexity of the mold, and the plastic material. Higher injection pressures may be required for parts with long flow paths or complex geometries to ensure complete filling of the mold cavity. However, excessive pressure can cause flash (excess material around the edges of the part) or damage to the mold. The injection speed also plays a role; a too - slow injection speed can lead to cold welds (poor fusion of the plastic melt), while a too - fast speed can cause air entrapment and the formation of voids in the part. For example, in the production of a thin - walled plastic part, a higher injection speed may be needed to quickly fill the cavity before the plastic cools too much, but the pressure needs to be carefully controlled to avoid over - packing.
Yigu Technology's Perspective
Yigu Technology, as a non - standard plastic metal products custom supplier, has in - depth experience and expertise in the injection molding field. We understand that achieving perfect parts through coining in injection molding requires a holistic approach.
We place great importance on the matching of materials and processes. Different materials respond uniquely to the coining process, and we have a deep - seated knowledge of how to select the right plastic for a particular coining application. For example, when dealing with parts that require a high - gloss surface finish achieved through coining, we recommend materials like ABS due to its excellent surface - finishing characteristics.
In our quality control process, we have strict inspection steps. Before the coining process, we ensure that the mold is in perfect condition, with all surfaces polished to the highest standards and dimensional accuracy within tight tolerances. During the injection molding and coining process, we continuously monitor parameters such as temperature, pressure, and timing. Our advanced equipment allows us to make real - time adjustments to these parameters to ensure the best possible part quality. After the parts are produced, we conduct thorough inspections, including surface finish inspection using high - precision optical instruments and dimensional checks with coordinate measuring machines. This comprehensive quality control process ensures that the parts we supply meet the most stringent requirements of our customers.
FAQs
What is the main function of coining in injection molding?
The main function of coining in injection molding is to enhance the surface quality and dimensional accuracy of parts. It smooths out minor surface imperfections, achieving a better - looking surface, and corrects minor dimensional variations, ensuring the part meets strict design specifications.
How can we ensure uniform wall thickness in injection - molded parts?
To ensure uniform wall thickness in injection - molded parts, we can take several measures. First, optimize the mold design. For example, make sure the mold cavity has a consistent cross - sectional area. Second, adjust the injection process parameters. This includes setting the appropriate injection speed and pressure. A too - high injection speed may cause uneven filling, while improper pressure can lead to thickness variations. Also, consider the material flow characteristics and use simulation software like Moldflow to predict and optimize the filling process.
What are the common defects in injection molding and how to solve them?
Common defects in injection molding include:
- Flash: Excess plastic around the edges of the part. Solution: Adjust the clamping force of the mold to ensure it closes properly. Reduce the injection pressure to prevent over - filling.
- Sink Marks: Depressions on the surface of the part due to uneven cooling and shrinkage. Solution: Optimize the wall thickness to be more uniform. Increase the cooling time or improve the cooling system in the mold.
- Warping: The part becomes distorted. Solution: Balance the cooling rate across the part by adjusting the cooling channels in the mold. Modify the part design to add more reinforcement ribs if necessary.