What is Die Lock Injection Molding
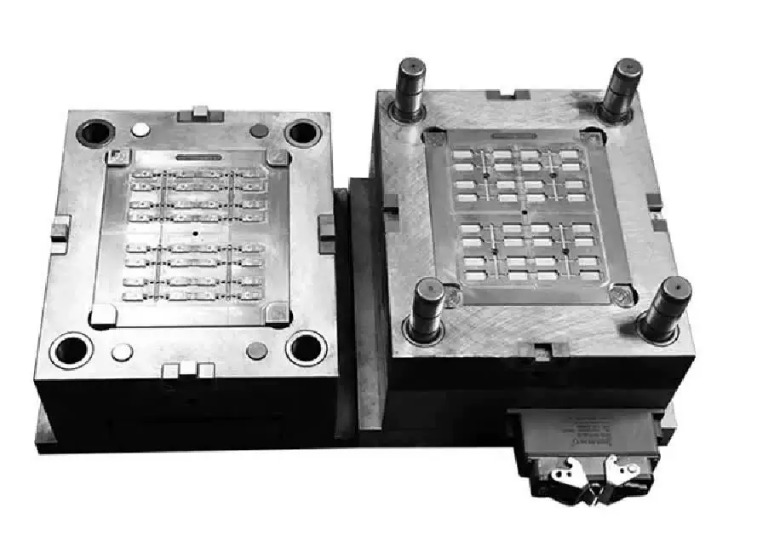
Die Lock Injection Molding is a specialized and advanced subset within the realm of injection molding processes. At its core, it involves the use of a die, which is a precisely crafted mold, to shape molten materials into the desired form. The "die lock" aspect refers to the secure and tight locking mechanism employed during the molding process. This ensures that the two halves of the die remain firmly in place when the high - pressure injection of the molten material occurs.
Differences from Regular Injection Molding
- Locking Mechanism:
- In regular injection molding, the mold halves are held together by the clamping force of the injection molding machine. While this is effective for many applications, it may not provide the same level of precision and stability as die lock injection molding.
- Die lock injection molding uses a more sophisticated locking mechanism. For example, some die lock systems utilize interlocking teeth or precision - engineered bolts that create a nearly air - tight and movement - free seal between the die halves. This results in less flash (the thin, unwanted excess material that can form around the edges of a molded part in regular injection molding) and more consistent part dimensions.
- Precision of Parts:
- Regular injection molding is suitable for a wide range of applications, but when it comes to producing parts with extremely tight tolerances, die lock injection molding has the upper hand.
- Consider the manufacturing of micro - components for the electronics industry, such as connectors for high - speed data transfer. These parts often require tolerances in the micron range. Die lock injection molding can achieve these tight tolerances more consistently. According to industry studies, die lock injection - molded parts can have dimensional variations of ±0.05mm or less in many cases, while regular injection - molded parts may have variations up to ±0.2mm depending on the complexity of the part and the quality of the molding process.
- Material Compatibility:
- Regular injection molding works well with a vast array of thermoplastic materials. However, die lock injection molding can handle more challenging materials, including high - performance engineering plastics and some thermosetting plastics.
- High - performance plastics like PEEK (Polyether Ether Ketone) are known for their excellent mechanical properties, chemical resistance, and high - temperature stability. But they are also more difficult to process due to their high melting points and viscosity. Die lock injection molding, with its ability to maintain precise control over the injection pressure and mold temperature, can successfully mold PEEK into complex shapes, which may be more difficult to achieve with standard injection molding equipment.
Unique Features
- Enhanced Durability of Molds:
- The die lock mechanism reduces the stress on the mold during the injection process. This results in a longer lifespan for the molds. In a production environment where mold replacement can be costly and time - consuming, this is a significant advantage. For instance, in an automotive parts manufacturing plant, die lock injection molds for producing engine components can last up to 30% longer than traditional injection molds, reducing the frequency of mold maintenance and replacement.
- Complex Part Geometry:
- Die lock injection molding allows for the creation of parts with highly complex geometries. The tight - fitting die halves can accommodate intricate undercuts, thin walls, and multi - level features. This is particularly useful in industries like aerospace, where components need to be lightweight yet strong, with complex internal and external shapes. For example, the production of turbine blades for jet engines can be achieved more effectively with die lock injection molding, enabling the creation of internal cooling channels and precise aerodynamic profiles.
The Process in Detail
Raw Material Preparation
- Material Selection:
- The choice of raw material is crucial in die lock injection molding. For instance, if the end - product is a high - performance automotive component, materials like nylon 6/6 or polypropylene with glass fiber reinforcement might be selected. Nylon 6/6 offers excellent mechanical strength, heat resistance, and chemical resistance, making it suitable for parts that need to withstand harsh operating conditions in an engine compartment.
- Specialized materials may also be used depending on the application. In the medical device industry, biocompatible plastics such as polyether - block - amide (PEBA) are often chosen for their ability to be in contact with the human body without causing adverse reactions.
- Drying and Pre - treatment:
- Most thermoplastic materials have a certain degree of moisture absorption. Moisture in the raw material can cause defects in the final product, such as bubbles, surface imperfections, and reduced mechanical properties. For example, polycarbonate (PC) should be dried to a moisture content of less than 0.02% before processing.
- Drying is typically done using desiccant dryers or hot air ovens. The drying temperature and time vary according to the material. For example, ABS (Acrylonitrile Butadiene Styrene) is usually dried at around 80 - 90°C for 2 - 4 hours.
Mold Preparation
- Mold Design and Manufacturing:
- The mold for die lock injection molding is designed with precision to achieve the desired part geometry. Advanced computer - aided design (CAD) and computer - aided manufacturing (CAM) techniques are used. For a complex aerospace component, the mold may have multiple moving parts, such as slides and lifters, to create undercuts and intricate features.
- The mold is often made from high - quality steel alloys, such as P20 or H13. P20 steel is commonly used for its good machinability and surface finish, while H13 steel is preferred for its high - temperature strength and wear resistance, especially when molding high - temperature plastics.
- Mold Installation and Calibration:
- Before starting the injection molding process, the mold is carefully installed onto the injection molding machine. The alignment of the mold halves is crucial to ensure proper die locking. Precision alignment pins are used to ensure that the two halves of the mold are perfectly aligned.
- Calibration of the mold - related parameters, such as the clamping force and the position of the moving parts (if any), is also carried out. The clamping force needs to be set correctly to prevent the mold from opening during the high - pressure injection stage. For a medium - sized mold, the clamping force might be set in the range of 50 - 100 tons, depending on the size and complexity of the part.
The Injection Process
- Melting and Injection:
- The dried raw material is fed into the hopper of the injection molding machine and then into the heated barrel. Inside the barrel, a rotating screw plasticizes the material, melting it to a viscous liquid state. The temperature of the barrel is carefully controlled in different zones. For example, when molding polyethylene, the temperature in the rear zone of the barrel might be set at around 180°C, and in the front zone, it could be 220°C.
- Once the material is melted, the screw moves forward rapidly, injecting the molten plastic into the closed mold cavity at high pressure. The injection pressure can range from 500 to 2000 bar, depending on the material, part complexity, and mold design. For small, simple parts made of low - viscosity plastics, a relatively lower injection pressure of around 500 - 800 bar might be sufficient, while for large, complex parts with thick walls, the pressure could be as high as 1500 - 2000 bar.
- Filling and Packing:
- As the molten plastic is injected, it fills the mold cavity, following the path of least resistance. The filling time is an important parameter, usually ranging from 0.5 to 5 seconds for most applications. A shorter filling time can lead to better part quality in terms of minimizing weld lines and ensuring uniform material distribution, but it also requires higher injection speeds and pressures.
- After the cavity is filled, a packing pressure is applied to compensate for the shrinkage of the plastic as it cools. The packing pressure is usually lower than the injection pressure but is maintained for a certain period, typically 2 - 10 seconds, to ensure that the part is fully formed and has the correct dimensions.
Cooling and Demolding
- Cooling:
- Cooling is a critical stage as it determines the final shape and dimensional stability of the part. A well - designed cooling system in the mold, usually consisting of channels through which a coolant (such as water or oil) flows, is used to remove heat from the part.
- The cooling time can account for up to 70 - 80% of the total cycle time. For a small plastic part with a wall thickness of 2 - 3 mm, the cooling time might be around 10 - 20 seconds, while for a larger part with a thicker wall, it could be several minutes.
- Demolding:
- Once the part is cooled and has sufficient strength, the mold is opened, and the part is ejected. Ejection systems in the mold, such as ejector pins or ejector plates, are used to push the part out of the mold cavity.
- Special care is taken during demolding to prevent damage to the part. For parts with delicate features or thin walls, a gentle ejection force and proper part - mold separation techniques are essential.
Applications Across Industries
Automotive Industry
- Engine Components:
- Die lock injection molding is widely used for manufacturing engine components such as intake manifolds. These parts require high - temperature resistance and excellent dimensional stability. For example, in modern engines, the intake manifold needs to precisely control the flow of air - fuel mixture. Die lock injection - molded intake manifolds made from heat - resistant engineering plastics like polyphenylene sulfide (PPS) can achieve complex internal channel designs with tight tolerances. The internal channels can be designed to optimize the air - fuel mixing process, improving engine performance and fuel efficiency. According to industry data, engines equipped with die lock injection - molded intake manifolds can see a 5 - 10% improvement in fuel efficiency compared to those with traditional manifolds.
- Interior Trim Parts:
- Interior trim parts like dashboards and door panels are also produced using die lock injection molding. These parts need to have a good aesthetic appearance, lightweight properties, and sufficient strength. Polypropylene (PP) with additives is a common material used for these applications. Die lock injection molding allows for the creation of parts with smooth surfaces, fine textures, and complex shapes. For instance, the texture on a dashboard can be precisely replicated during the molding process, enhancing the interior look of the vehicle. The lightweight nature of die lock injection - molded interior parts also contributes to overall vehicle weight reduction, which in turn improves fuel economy.
Electronics Industry
- Connectors:
- In the electronics industry, connectors are crucial components for ensuring reliable electrical connections. Die lock injection molding is used to produce high - speed data connectors, such as those used in USB 3.0 and HDMI cables. These connectors require extremely tight tolerances to ensure proper signal transmission. For example, the pin - hole alignment in a high - speed data connector needs to be within a few microns. Die lock injection molding can achieve these tight tolerances, minimizing signal loss and interference. A study showed that die lock injection - molded connectors had a 99.9% signal integrity rate, while those produced by regular injection molding had a rate of 98.5% in high - speed data transmission tests.
- Housings for Electronic Devices:
- Housings for smartphones, tablets, and laptops are often made using die lock injection molding. Materials like acrylonitrile butadiene styrene (ABS) and polycarbonate (PC) are commonly used due to their good mechanical properties, impact resistance, and ability to be easily molded. The die lock mechanism enables the production of thin - walled housings with complex shapes, such as the curved edges of a smartphone case. These thin - walled housings not only reduce the weight of the device but also allow for better heat dissipation, which is important for maintaining the performance of electronic components inside the device.
Yigu Technology's Perspective
As a non - standard plastic metal products custom Supplier, Yigu Technology highly values Die Lock Injection Molding. This advanced molding technique plays a pivotal role in our custom - manufacturing processes.
In custom - made plastic and metal products, precision and consistency are of utmost importance. Die Lock Injection Molding allows us to achieve tight tolerances, which is crucial when creating unique components for various industries. For example, when producing custom - designed connectors for specific electronic devices, the precise locking mechanism of die lock injection molding ensures that the internal structures are accurately formed, meeting the high - performance requirements of the electronics industry.
Moreover, the ability of die lock injection molding to handle complex geometries enables us to bring our clients' most innovative designs to life. Whether it's a unique - shaped part for a medical device or a specialized component for an industrial machine, we can rely on die lock injection molding to manufacture parts with intricate details and high - quality finishes. It also enhances the durability of the molds we use in production, reducing production costs in the long run and allowing us to offer more competitive pricing to our customers.
FAQ
What types of materials are suitable for Die Lock Injection Molding?
A wide range of thermoplastic materials are suitable for Die Lock Injection Molding. Common ones include acrylonitrile butadiene styrene (ABS), which is known for its good impact resistance, dimensional stability, and ease of processing. Polypropylene (PP) is another popular choice, offering excellent chemical resistance, high - temperature resistance, and a relatively low cost. Polycarbonate (PC) is suitable when high - impact strength, heat resistance, and optical clarity are required, such as in the production of lenses or electronic device housings. High - performance engineering plastics like PEEK (Polyether Ether Ketone) can also be used, despite their high melting points and viscosities, due to the precise control offered by die lock injection molding. Additionally, some thermosetting plastics can be processed, although they require different curing mechanisms during the molding process.
How to maintain the molds used in Die Lock Injection Molding?
Regular cleaning is essential. After each production cycle, the mold should be cleaned to remove any residual plastic, dust, or other contaminants. This can be done using specialized mold cleaners and soft brushes to avoid scratching the mold surface. Lubrication of moving parts, such as ejector pins and slides, is crucial to ensure smooth operation. Use high - quality lubricants that are compatible with the mold materials. Periodic inspection for signs of wear, such as erosion of the cavity walls or misalignment of the die halves, should be carried out. If any issues are detected, timely repair or replacement of the affected parts is necessary. Also, store the molds in a dry and clean environment when not in use to prevent corrosion.
Can Die Lock Injection Molding be used for small - batch production?
Yes, Die Lock Injection Molding can be used for small - batch production, but there are some considerations. The initial investment in mold design and manufacturing is relatively high, which may seem less cost - effective for very small batches. However, if the parts require high precision and quality, die lock injection molding can still be a viable option. In small - batch production, the flexibility of the process to quickly adjust parameters for different part designs can be an advantage. Also, with advancements in manufacturing technologies, some rapid - prototyping and low - cost mold - making techniques can be combined with die lock injection molding to make it more feasible for small - batch production, reducing the overall cost and lead - time.