Introduction
Injection molding is a widely used manufacturing process for producing plastic parts with high precision and efficiency. However, it comes with its fair share of challenges. From choosing the right plastic material that meets product requirements to optimizing the injection molding process to avoid defects, manufacturers often struggle to achieve consistent, high - quality results. In this article, we will explore key aspects of injection molding plastics, including material selection, process optimization, mold design, quality control, and common applications.
Material Selection
Types of Plastics for Injection Molding
Thermoplastics are the most commonly used materials in injection molding. They can be melted and re - solidified multiple times. Examples include Polyethylene (PE), which comes in high - density (HDPE) and low - density (LDPE) forms. HDPE is known for its stiffness and strength, making it suitable for products like plastic pipes and bottles. LDPE, on the other hand, is more flexible and is often used in plastic bags and wraps.
Polypropylene (PP) is another popular thermoplastic. It has good chemical resistance, is lightweight, and has a relatively high melting point. PP is used in a wide range of applications, from automotive parts to food packaging.
Polystyrene (PS) is a transparent plastic with good dimensional stability. It is often used in disposable food containers, packaging for electronics, and model kits.
Polyvinyl chloride (PVC) is versatile and can be made rigid or flexible. Rigid PVC is used in pipes and window frames, while flexible PVC is used in products like tubing and vinyl flooring.
Acrylonitrile - Butadiene - Styrene (ABS) combines the strength of acrylonitrile, the toughness of butadiene, and the processability of styrene. It is widely used in automotive parts, consumer electronics, and toys due to its high impact resistance and good surface finish.
Nylon (PA) is known for its excellent abrasion resistance, high strength, and heat resistance. It is commonly used in applications such as gears, bearings, and automotive engine components.
Polycarbonate (PC) offers high impact strength, transparency, and heat resistance. It is used in products like safety helmets, eyewear lenses, and automotive lighting components.
Thermosets are plastics that, once cured, cannot be remelted. Examples include epoxy resins, which are used in applications where high strength and chemical resistance are required, such as in aerospace components and electronics encapsulation.
Factors to Consider in Material Selection
- Mechanical Properties: The intended use of the product determines the required mechanical properties. For example, if the part will be subject to high stress or impact, materials like nylon or polycarbonate may be more suitable.
- Thermal Properties: Consider the operating temperature of the product. Materials with high melting points, such as polycarbonate and nylon, are better for applications where the part will be exposed to heat.
- Chemical Resistance: If the product will come into contact with chemicals, choose a material with appropriate chemical resistance. For instance, PP and HDPE are resistant to many chemicals and are suitable for chemical storage containers.
- Additives, Fillers, and Reinforcements: These can be added to modify the properties of the base resin. Fillers like glass fiber can enhance the strength and stiffness of plastics, while additives can improve flame resistance, UV stability, or color.
Process Optimization
Key Process Parameters
- Injection Speed: This affects how quickly the molten plastic fills the mold cavity. If the injection speed is too fast, it can cause air traps, flash, or surface defects. If it's too slow, the part may not fill completely, resulting in short shots. For example, when molding thin - walled parts, a higher injection speed may be required to ensure proper filling.
- Injection Pressure: The pressure applied to inject the molten plastic into the mold. Insufficient pressure can lead to incomplete filling, while excessive pressure can cause the part to warp or have flash. The optimal injection pressure depends on factors such as the material viscosity, mold geometry, and part size.
- Cooling Time: This is crucial for ensuring the part solidifies properly. If the cooling time is too short, the part may warp or have internal stresses. Longer cooling times, on the other hand, can increase the cycle time and reduce productivity. The cooling time is influenced by the material's thermal properties, part thickness, and mold design.
- Cycle Time: The total time taken for one complete injection molding cycle, including injection, cooling, and ejection. Minimizing the cycle time without sacrificing quality is a key goal in process optimization.
- Temperature Control:
- Melt Temperature: Different plastics have different melting temperature ranges. Maintaining the correct melt temperature is essential for proper flow of the plastic into the mold. Incorrect melt temperature can lead to problems such as incomplete melting or thermal degradation of the material.
- Mold Temperature: Controlling the mold temperature affects the cooling rate of the plastic. A consistent mold temperature helps in achieving uniform part shrinkage and good surface finish.
Venting and Drying
- Venting: Proper venting in the mold is necessary to allow air to escape as the molten plastic fills the cavity. Without adequate venting, air can become trapped, causing voids or burn marks in the part. Venting can be achieved through small channels in the mold or by using porous materials.
- Drying: Some plastics, like nylon, are hygroscopic and absorb moisture from the air. Moisture in the plastic can cause defects such as bubbles or surface roughness during injection molding. Therefore, it's important to dry these plastics to the appropriate moisture content before processing.
Mold Design
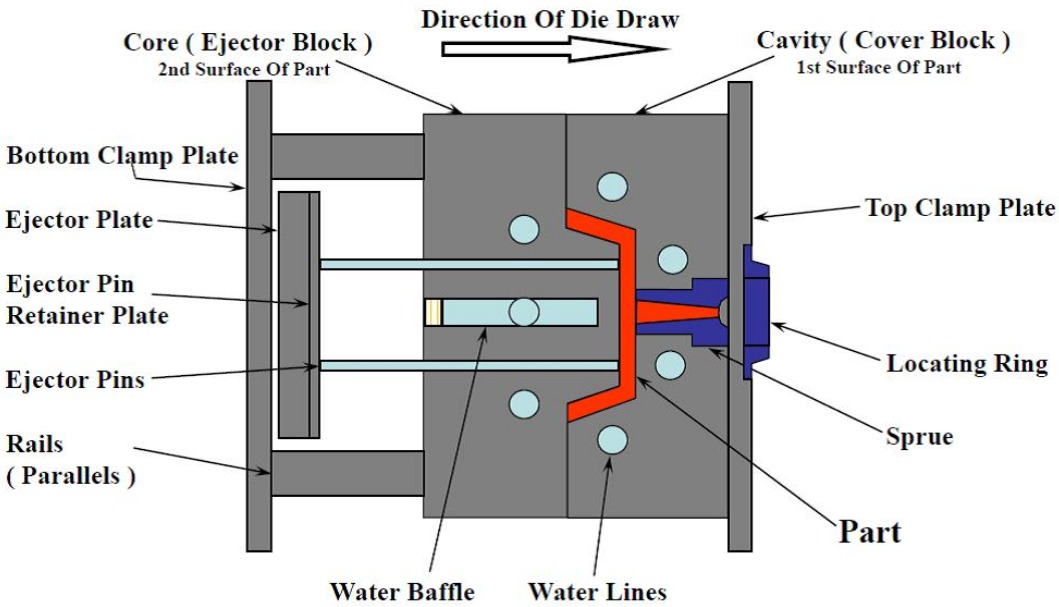
Components of a Mold
- Mold Cavity: This is the part of the mold that gives the plastic its final shape. The design of the mold cavity must take into account the part's geometry, including any undercuts or complex features.
- Core and Cavity: The core forms the internal features of the part, while the cavity forms the external shape. The design of the core and cavity must ensure proper alignment to prevent misalignment of the part.
- Ejector Pins: These are used to push the solidified plastic part out of the mold after cooling. The location and number of ejector pins need to be carefully designed to avoid damaging the part during ejection.
- Runner System: This includes the sprue, which is the main channel through which the molten plastic enters the mold, and the runners, which distribute the plastic to the mold cavities. The design of the runner system affects the flow of plastic and can impact part quality. There are two main types of runner systems: hot runner and cold runner. Hot runner systems keep the plastic molten in the runners, reducing material waste, while cold runner systems require the runners to be removed from the part after molding.
- Gate Design: The gate is the connection between the runner and the mold cavity. The size, shape, and location of the gate influence how the plastic fills the cavity and can affect part quality, such as surface finish and shrinkage.
- Venting System: As mentioned earlier, proper venting is crucial for mold design to allow air to escape during the injection process.
- Cooling Channels: These are integrated into the mold to control the temperature and facilitate the cooling of the plastic part. The layout of the cooling channels should ensure uniform cooling to minimize warping.
Mold Materials and Surface Finish
- Mold Materials: Common mold materials include steel and aluminum. Steel molds are more durable and suitable for high - volume production, while aluminum molds are lighter and less expensive, making them a good choice for low - volume production or prototypes.
- Surface Finish: The surface finish of the mold affects the surface finish of the plastic part. A smooth mold surface will result in a smooth - finished part, which may be important for applications where aesthetics or functionality (such as in optical components) are critical.
Quality Control
Common Defects in Injection Molding
- Short Shots: This occurs when the molten plastic does not completely fill the mold cavity. It can be caused by low injection pressure, insufficient melt temperature, or poor venting.
- Flash: Excess plastic that oozes out of the mold, usually due to excessive injection pressure or a poor - fitting mold.
- Voids: Air pockets or holes inside the plastic part, often caused by trapped air during the injection process or improper packing of the plastic.
- Sink Marks: Depressions on the surface of the part, typically resulting from uneven cooling or insufficient packing pressure in thick - walled areas.
Quality Control Methods
- Dimensional Accuracy: Measuring the dimensions of the molded parts to ensure they meet the design specifications. This can be done using tools such as calipers, micrometers, or coordinate measuring machines (CMMs).
- Surface Finish Inspection: Visual inspection or the use of surface roughness measuring instruments to check the surface quality of the parts.
- Material Consistency: Ensuring that the plastic material used in each batch has consistent properties. This can be achieved through regular testing of incoming materials.
- Process Monitoring: Using sensors to monitor process parameters such as injection pressure, temperature, and cycle time in real - time. Any deviations from the set values can be detected and corrected immediately.
- Statistical Process Control (SPC): This involves collecting and analyzing data on process variables and part quality characteristics. SPC can help identify trends and variations in the process, allowing for proactive adjustments to maintain quality.
- Sampling and Inspection: Randomly sampling parts from the production line and performing detailed inspections to check for defects. Non - destructive testing methods, such as ultrasonic testing or X - ray inspection, can be used to detect internal defects without damaging the parts.
Applications of Injection Molding Plastics
- Automotive Parts: Injection - molded plastics are used in a wide range of automotive applications, including interior components like dashboards, door panels, and seat parts, as well as exterior parts such as bumpers and body panels. Plastics offer the advantage of lightweight construction, which can improve fuel efficiency.
- Consumer Electronics: From smartphone cases to computer housings, injection - molded plastics are widely used in consumer electronics. They can be designed to have a sleek appearance and provide protection for the internal components.
- Packaging: Plastics are commonly used for packaging products such as food, beverages, and cosmetics. Injection - molded plastic bottles, containers, and caps offer convenience, durability, and barrier properties.
- Medical Devices: Many medical devices, such as syringes, medical instrument housings, and prosthetics, are made using injection - molding plastics. These plastics must meet strict quality and biocompatibility standards.
- Toys: Injection - molded plastics are ideal for toy manufacturing due to their ability to be molded into various shapes and colors. They also offer safety features such as impact resistance.
- Household Products: Plastics are used in numerous household products, including kitchen utensils, storage containers, and furniture components.
- Industrial Components: Injection - molded plastic parts are used in industrial machinery, such as gears, pulleys, and handles, due to their strength, durability, and cost - effectiveness.
- Aerospace Components: Although metals are still widely used in aerospace, injection - molded plastics are increasingly being used for non - structural and some structural components. Plastics can reduce the weight of the aircraft, leading to fuel savings.
Yigu Technology's View
As a parts custom manufacturing supplier, Yigu Technology understands the critical importance of every aspect of injection molding plastics. We believe that a combination of precise material selection, optimized processes, and meticulous mold design is the key to delivering high - quality products. By leveraging advanced technologies and our experienced engineering team, we can help clients overcome challenges in injection molding, whether it's achieving complex geometries or ensuring strict quality control. Our focus is on providing customized solutions that meet the unique needs of each client, from prototyping to large - scale production.
FAQs
- How do I choose the right plastic material for my injection - molded part?
Consider factors such as the part's intended use, required mechanical and thermal properties, chemical resistance, and cost. Test different materials or consult with a material expert to make an informed decision.
- What can cause warping in injection - molded parts?
Warping can be caused by uneven cooling, excessive injection pressure, improper gate location, or using a material with high shrinkage. Optimizing the process parameters and mold design can help reduce warping.
- How can I reduce the cycle time in injection molding without sacrificing quality?
Adjust process parameters such as injection speed, cooling time, and mold temperature. Also, consider using a hot runner system to reduce the time spent on runner solidification and removal.