You’ve invested in Nylon PA12 for your 3D printing projects, drawn to its reputation for precision, durability, and versatility. But when you hit “print,” things go wrong: the part comes out with rough edges, warps slightly, or fails a simple stress test. Maybe your SLS-printed prototype has inconsistent density, or your FDM print’s layers separate when exposed to minor chemicals. Even worse, the “dimensionally accurate” part you needed for a tight assembly is just a hair too big, rendering it useless.
Nylon PA12 (Polyamide 12) is a powerhouse material, but its performance hinges on understanding its unique material characteristics, nailing 3D printing techniques, and matching it to the right application domains. In this guide, we’ll break down how to leverage PA12’s strengths—from its precise dimensional stability to its long-term durability—while avoiding common pitfalls that derail prints.
Material Characteristics: The Precision of PA12
PA12 is a petroleum-based polyamide known for its balanced properties, making it a staple in industrial 3D printing. Its material characteristics set it apart from other nylons like PA11 or PA6:
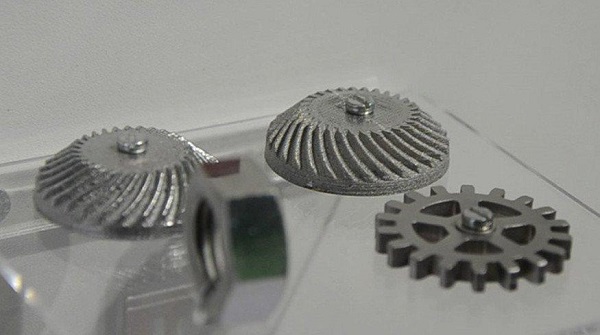
- Mechanical balance: PA12 offers a tensile strength of 40-50 MPa, slightly lower than PA11 (45-55 MPa) but with superior rigidity. Its elongation (stretch before breaking) is 150-250%, striking a middle ground between rigid plastics and highly flexible materials. This makes it ideal for parts that need to hold shape under stress without excessive bending, like gears or connectors. Its impact resistance and abrasion resistance are strong too, ensuring parts withstand repeated use and friction—critical for industrial manufacturing components.
- Thermal and chemical stability: PA12 boasts excellent thermal stability, with a continuous use temperature of 80-100°C, handling heat that would deform PLA. It resists oils, fuels, and most solvents, though strong acids can degrade it—this chemical resistance makes it perfect for fluid-handling parts or automotive components exposed to lubricants. Its density of 1.01-1.04 g/cm³ keeps parts lightweight, a plus for aerospace components.
- Moisture and composition: Unlike PA6 (which absorbs 9-10% moisture), PA12 has low moisture absorption (1-1.5%), reducing swelling and dimensional changes in humid environments. Its material composition—a linear polyamide chain—contributes to its consistent behavior, ensuring predictable performance in functional parts.
To compare, here’s how PA12 stacks up against other nylons:
| Property | PA12 | PA11 | PA6 |
| Tensile Strength | 40-50 MPa | 45-55 MPa | 60-80 MPa |
| Elongation | 150-250% | 200-300% | 50-150% |
| Moisture Absorption | 1-1.5% | 1.5-2% | 9-10% |
| Thermal Stability (Max Use Temp) | 80-100°C | 100-120°C | 80-100°C |
3D Printing Techniques: Precision in Every Layer
PA12 thrives with 3D printing techniques that prioritize accuracy, whether using FDM (filament) or SLS (powder). Here’s how to optimize your process:
Key Techniques for Success
- SLS vs. FDM: Selective Laser Sintering (SLS) is the gold standard for PA12, using a laser to fuse powder layers (0.08-0.15 mm thick) into dense, precise parts without support structures (unsintered powder acts as support). Fused Deposition Modeling (FDM) works with PA12 filament but requires more care: use a nozzle temperature of 240-260°C, a heated bed at 70-90°C, and an enclosed printer to prevent warping.
- Print parameters: For SLS, layer resolution of 0.1 mm balances detail and speed, with laser power adjusted to ensure 95%+ density. For FDM, print speed of 30-50 mm/s prevents under-extrusion, while infill patterns like honeycomb or grid optimize strength-to-weight ratios (50-70% infill for most parts). Bed adhesion is critical in FDM—use a PEI sheet or hairspray to lock the first layer in place.
- Material preparation: PA12 is hygroscopic (absorbs moisture), but less so than PA6. Dry filament or powder at 40-60°C for 4-6 hours to reduce moisture absorption—wet material causes popping, stringing, or weak layers. Use high-quality filament or powder (avoid recycled grades for critical parts) to ensure consistent flow and fusion.
3D Printing Techniques: SLS vs. FDM for PA12
While both methods work, SLS and FDM excel in different scenarios:
| Technique | Best For | Pros | Cons |
| SLS | Complex geometries, high precision | No supports needed, excellent density | Higher equipment cost, powder waste |
| FDM | Low-volume parts, cost-sensitive | Affordable printers, wide accessibility | Needs supports, higher risk of warping |
Application Domains: Where PA12 Shines
PA12’s precision and durability make it indispensable in these application domains:
- Industrial and automotive use: Factories rely on PA12 for industrial manufacturing parts like valve components, brackets, and tooling inserts—its dimensional accuracy ensures tight fits in assemblies. In the automotive industry, it’s used for interior clips, sensor housings, and lightweight structural parts, thanks to its abrasion resistance and chemical stability.
- Aerospace and medical fields: Aerospace components like cable guides, brackets, and prototype parts benefit from PA12’s low density and consistent performance. In medical applications, it’s used for medical implants (in biocompatible grades), prosthetics, and surgical tools—its ability to be sterilized and low moisture absorption ensure long-term safety.
- Consumer and custom products: PA12 shines in consumer electronics (phone cases, watch bands) and customized products (jewelry, personalized fixtures). Its smooth surface finish (especially with SLS) reduces post-processing, while its impact resistance protects delicate electronics. Artists and designers use it for art and jewelry, leveraging its ability to hold intricate details.
Performance and Durability: Ensuring Long-Term Success
PA12’s performance and durability make it a top choice for functional parts, but understanding its limits is key:
- Long-term stability: PA12 parts maintain their properties over time, with minimal degradation in dry environments. Its UV resistance is moderate—parts exposed to direct sunlight may yellow slightly but retain structural integrity. For outdoor use, apply a UV-stabilized coating to extend lifespan.
- Wear and load-bearing capacity: PA12’s wear resistance ensures parts like gears or bearings last through thousands of cycles. Its load-bearing capacity (max weight it can support) is strong for a plastic—up to 50 MPa in tensile loads—making it suitable for non-structural but critical components.
- Functional testing and fatigue resistance: PA12 excels in functional testing; prototypes mimic the performance of injection-molded parts, allowing engineers to validate designs. Its fatigue resistance (ability to withstand repeated stress) is superior to PLA or ABS, making it ideal for parts like springs or hinges that undergo frequent use.
Post-Processing for PA12
While PA12 prints have good surface finish, post-processing enhances performance:
- Surface smoothing: SLS parts may need bead blasting to remove excess powder, while FDM prints benefit from sanding (200-600 grit) to remove layer lines. Vapor polishing with formic acid (for SLS) creates a glossy, seamless finish.
- Assembly and coating: PA12 bonds well with epoxy or ultrasonic welding for tooling and molds. Apply a clear coat to improve UV resistance or chemical protection—critical for outdoor or industrial parts.
Yigu Technology’s Perspective: Harnessing PA12’s Precision
At Yigu Technology, we leverage PA12’s strengths for clients needing precise, durable parts. We use SLS for complex geometries and FDM for cost-sensitive projects, optimizing print parameters to ensure dimensional accuracy and density. Whether you need aerospace components, medical implants, or custom tooling, we match PA12’s properties to your application—ensuring parts perform long-term. With PA12, precision is everything, and our process control delivers that consistency.
Frequently Asked Questions (FAQ)
- How do I prevent my PA12 print from warping in FDM?
Warping stems from uneven cooling. Use an enclosed printer, heat the bed to 80-90°C, and slow print speed to 30-40 mm/s. Add a brim or raft to improve bed adhesion, and avoid large flat surfaces by adding chamfers.
- Is PA12 suitable for medical implants?
Yes, but only medical-grade PA12 (certified biocompatible). It’s used for non-load-bearing implants like ear molds or dental fixtures, thanks to its low moisture absorption and ability to be sterilized.
- When should I choose PA12 over PA11?
PA12 is better for dimensional accuracy and rigid parts (e.g., gears, aerospace components). PA11 excels in flexibility and impact resistance (e.g., hoses, protective covers). Choose PA12 for precision; PA11 for flexibility.