You’ve heard Nylon PA11 is a game-changer for 3D printing—tough enough for industrial parts, flexible enough for complex geometries, and eco-friendly to boot. But when you try to print with it, you’re met with a host of issues: the part warps so badly it’s unrecognizable, layers separate under minimal stress, or the surface finish is rough and uneven. Maybe your “durable” PA11 print cracks when exposed to chemicals, or it absorbs so much moisture that it swells and loses shape. These problems make PA11 feel more like a hassle than a high-performance material.
The reality is, Nylon PA11’s unique material properties—its balance of strength, flexibility, and resilience—come with specific requirements. Mastering it means understanding how its moisture sensitivity affects printing, nailing the printing process parameters to avoid warping, and knowing how to leverage its advantages while mitigating its challenges. In this guide, we’ll demystify 3D printing Nylon PA11, helping you create parts that live up to its reputation.
Material Properties: The Strength of Nylon PA11
Nylon PA11 (Polyamide 11) is a bio-based polyamide derived from castor oil, setting it apart from petroleum-based nylons like PA6 or PA12. Its material properties make it a top choice for demanding applications:
- Mechanical excellence: PA11 boasts impressive mechanical strength with a tensile strength of 45-55 MPa, balancing rigidity and flexibility. Its elongation at break (the percentage it stretches before breaking) is 200-300%, far exceeding many rigid plastics, making it ideal for parts that need to bend without snapping. Its impact resistance and abrasion resistance are equally strong—parts can withstand repeated use and friction, a boon for industrial parts or automotive components.
- Thermal and chemical resilience: PA11 offers good thermal resistance, with a continuous use temperature of 100-120°C, handling heat that would deform PLA or PETG. It also resists oils, fuels, and many chemicals, though strong acids or bases can degrade it. This chemical resistance makes it perfect for fluid handling components or parts exposed to industrial solvents.
- Density and moisture behavior: With a density of 1.04-1.05 g/cm³, PA11 is lightweight, a plus for aerospace parts or portable devices. However, it has moderate moisture absorption (1.5-2% over 24 hours in humid conditions), which can cause swelling and dimensional changes. Proper drying before printing and post-processing is critical to avoid issues.
To put it in perspective, here’s how PA11 compares to other nylons:
| Property | PA11 | PA6 | PA12 |
| Tensile Strength | 45-55 MPa | 60-80 MPa | 40-50 MPa |
| Elongation at Break | 200-300% | 50-150% | 150-250% |
| Thermal Resistance | 100-120°C | 80-100°C | 80-100°C |
| Moisture Absorption | 1.5-2% | 9-10% | 1-1.5% |
Printing Process: Nailing the Parameters for PA11
3D printing Nylon PA11—whether via FDM with filament or SLS with powder—requires precise printing process control to avoid warping, poor adhesion, or moisture-related issues:
Key Settings for Success
- Temperature control: For FDM, nozzle temperature should be 240-260°C, while the bed temperature needs 70-90°C to prevent warping. SLS uses a powder bed heated to 180-190°C, just below the melting point, to ensure proper fusion. In both methods, consistent temperatures are critical—fluctuations cause uneven layer bonding.
- Layer and speed settings: A layer height of 0.1-0.2 mm works best for FDM, balancing detail and strength. Print speed should be 30-50 mm/s; faster speeds (above 60 mm/s) reduce adhesion, while slower speeds (below 30 mm/s) increase print time without significant benefits. For SLS, layer heights of 0.08-0.15 mm are standard, with laser speeds adjusted to ensure full powder fusion.
- Infill and orientation: Infill density depends on the part’s needs—50-70% for strong, lightweight parts, 100% for maximum strength. Print orientation matters too; aligning the part’s stress points with the layer lines (e.g., vertical for tensile strength) improves performance. For complex geometries, support structures are necessary in FDM—use soluble supports (like PVA) to avoid damaging the part during removal.
- Slicing and preparation: Use slicing software optimized for nylon (like Simplify3D or PrusaSlicer) to adjust retraction and cooling. Dry the filament or powder thoroughly (40-60°C for 4-6 hours) to reduce moisture absorption—wet material causes popping, stringing, or weak layers.
Applications: Where PA11 Excels
PA11’s unique blend of properties makes it indispensable in these applications:
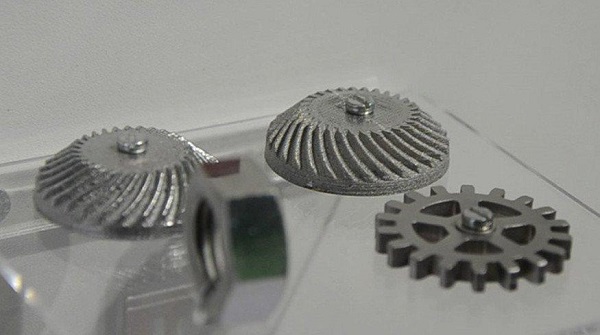
- Industrial and automotive use: Factories rely on PA11 for industrial parts like gears, bushings, and connectors, thanks to its abrasion resistance and flexibility. In automotive, it’s used for fuel lines, cable housings, and automotive components exposed to oils and vibrations—its chemical resistance and impact strength ensure longevity.
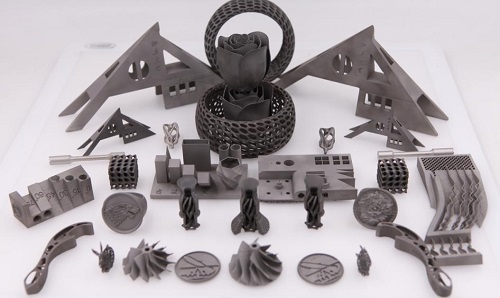
- Aerospace and medical fields: Aerospace parts like brackets, clips, and lightweight structural components benefit from PA11’s low density and strength-to-weight ratio. In medical devices, it’s used for custom orthotics, surgical tools, and protective covers—its biocompatibility (in medical grades) and ability to be sterilized make it a safe choice.
- Consumer and customized products: PA11 shines in consumer products like tool handles, sports equipment, and customized products (e.g., personalized phone cases or jewelry). Its flexibility allows for ergonomic designs, while its durability ensures products stand up to daily use. Artists and designers also use it for art and design pieces, leveraging its ability to hold intricate shapes.
Advantages and Challenges: Balancing PA11’s Pros and Cons
PA11 offers unique benefits but comes with trade-offs that demand attention:
- Advantages:
- Cost-effectiveness compared to high-performance plastics like PEEK, making it accessible for prototyping and production.
- Environmental impact: As a bio-based material, it has a lower carbon footprint than petroleum-based nylons, appealing to eco-conscious industries.
- Durability and recyclability: PA11 parts last longer than many plastics, and waste powder/filament can be recycled, reducing material waste.
- Material availability: It’s widely available in filament and powder form, compatible with most FDM and SLS printers.
- Challenges:
- Moisture absorption: Parts absorb water over time, leading to swelling and reduced strength—sealing or coating helps mitigate this.
- Warping and shrinkage: PA11 shrinks during cooling (2-3%), causing warping without proper bed heating or enclosure.
- Odor: Printing emits a mild chemical smell, requiring ventilation.
- Surface finish: FDM prints have visible layer lines, needing post-processing for smoothness; SLS parts are smoother but may need sealing.
Post-Processing: Perfecting PA11 Prints
PA11 responds well to post-processing, enhancing its appearance and performance:
- Sanding and smoothing: Start with 120-200 grit sandpaper to remove layer lines, moving to 400-600 grit for a smooth finish. Surface smoothing can also be done via vapor polishing with formic acid (for SLS parts) or acrylic coating, improving aesthetics and reducing moisture absorption.
- Painting and coating: PA11 accepts paint well after sanding. Use acrylic or epoxy paints for durability, or apply a coating (like polyurethane) to seal the surface, boosting chemical resistance and reducing moisture uptake.
- Heat treatment and assembly: Heat treatment (annealing at 80-100°C for 1-2 hours) reduces internal stress, improving dimensional stability. For assembly, PA11 bonds well with epoxy or ultrasonic welding; mechanical fasteners (screws, bolts) work too, thanks to its strength.
- Support removal and cleaning: For FDM prints, dissolve PVA supports in water, then rinse thoroughly. SLS parts need part cleaning to remove excess powder—use compressed air or a brush, then vacuum any residue. Ensure dimensional accuracy with post-print measurements, adjusting slicer settings if needed.
Yigu Technology’s Perspective: Harnessing PA11’s Potential
At Yigu Technology, we specialize in 3D printing Nylon PA11 for clients who need durable, flexible parts. We address its challenges head-on—drying material thoroughly to prevent moisture issues, using heated enclosures to reduce warping, and optimizing print speed and infill density for each application. Whether you need aerospace parts, medical devices, or customized products, we leverage PA11’s strengths to deliver parts that meet strict performance standards. With PA11, the key is balancing its properties with careful processing—and we’ve mastered that balance.
Frequently Asked Questions (FAQ)
- How do I prevent my PA11 print from warping?
Warping is caused by uneven cooling. Use a heated bed (70-90°C), enclose the printer to maintain ambient temperature (30-40°C), and slow the print speed to 30-40 mm/s. Also, avoid large, flat surfaces—add chamfers or holes to reduce stress.
- Can PA11 parts be used outdoors?
Yes, but protect them from prolonged moisture. Apply a UV-resistant coating to prevent degradation from sunlight and seal the surface to reduce moisture absorption. This makes them suitable for outdoor prototyping or low-stress parts.
- Is PA11 better than PA12 for 3D printing?
PA11 offers higher elongation at break and flexibility, making it better for parts that bend. PA12 has slightly higher tensile strength and lower moisture absorption, suited for rigid, dimensionally stable parts. Choose PA11 for flexibility; PA12 for precision.