Introduction
Imagine you need to create a complex cavity inside a hardened steel mold. Traditional cutting tools cannot reach the tight corners. They break on the hard material. Grinding wheels cannot fit into the narrow spaces.
Or consider a tiny cooling hole in a jet engine turbine blade. The hole must be precise to ±0.005 mm . The material is Inconel—a superalloy that destroys conventional drills in minutes.
These are the challenges that Electrical Discharge Machining (EDM) was designed to solve. Instead of cutting with physical tools, EDM uses controlled electrical sparks to erode material. It does not matter how hard the material is. It does not matter how complex the shape. If the material conducts electricity, EDM can machine it.
This guide explains how EDM works, what types exist, and why it has become indispensable for industries that demand precision.
What Is EDM?
Definition and Core Principle
Electrical Discharge Machining (EDM) is a non-traditional manufacturing process that removes material from a workpiece using controlled electrical discharges—essentially, tiny sparks.
The workpiece and a tool electrode are submerged in a dielectric fluid. A pulsed electrical current is applied. When the voltage is high enough, the dielectric breaks down and a spark jumps across the small gap between electrode and workpiece.
Each spark generates intense localized heat—up to 10,000°C —which melts and vaporizes a tiny amount of material. The dielectric fluid flushes away the eroded particles. Over thousands of sparks per second, the material is gradually shaped to match the electrode's form.
How It Differs from Traditional Machining
| Aspect | Traditional Machining | EDM |
|---|---|---|
| Material removal | Mechanical cutting | Thermal erosion |
| Tool contact | Physical contact required | No contact (spark gap) |
| Tool wear | Gradual wear | Electrode wears but is replaceable |
| Material hardness | Limiting factor | Not a factor |
| Cutting forces | Significant | Negligible |
| Surface finish | Varies with tool and parameters | Controlled by pulse settings |
The absence of cutting forces is a critical advantage. Fragile parts do not distort. Thin walls do not collapse. Hardened materials do not resist—they simply erode.
How Does EDM Work?
The Spark Generation Process
EDM operates on a simple principle: electrical energy converted to thermal energy.
- Gap establishment: The electrode and workpiece are positioned 0.01–0.5 mm apart in dielectric fluid.
- Voltage application: A pulsed voltage is applied between electrode and workpiece.
- Dielectric breakdown: When voltage reaches the breakdown threshold, the dielectric fluid ionizes, creating a conductive path.
- Spark discharge: Electrons flow across the gap, generating a plasma channel with temperatures of 8,000–12,000°C.
- Material removal: The intense heat melts and vaporizes a tiny volume of workpiece material.
- Flushing: The dielectric fluid cools the area and flushes away eroded particles.
- Deionization: The gap returns to insulating state, ready for the next pulse.
A typical EDM operation generates 10,000–100,000 sparks per second. Each spark removes 0.1–10 μm of material. Over time, these tiny erosions add up to create the desired shape.
The Role of Dielectric Fluid
The dielectric fluid is not just a passive medium. It serves multiple critical functions:
- Insulation: Prevents sparking until the precise moment of discharge
- Cooling: Absorbs heat from the spark and workpiece
- Flushing: Carries away eroded particles from the gap
- Arc prevention: Prevents sustained arcs that would damage the workpiece
Common dielectric fluids:
- Deionized water: Used in wire EDM for its low viscosity and good flushing
- Oil-based fluids: Used in sinker EDM for better insulation and surface finish
Material Removal Mechanism
Each spark creates a crater on the workpiece surface. The size and depth of the crater depend on the pulse energy. Short pulses produce small craters and fine surface finishes. Long pulses produce larger craters and faster material removal.
The removed material is not just melted—it is vaporized. The debris consists of microscopic spherical particles that are flushed away by the dielectric.
What Are the Types of EDM?
Sinker EDM (Ram EDM)
Sinker EDM uses a custom-shaped electrode that is slowly lowered (or "sunk") into the workpiece. The electrode's shape is mirrored in the cavity it creates.
How it works:
- The electrode is machined to the shape of the desired cavity
- The electrode and workpiece are submerged in dielectric fluid
- Electrical pulses erode material as the electrode advances
- The electrode may have flushing holes to deliver dielectric to the cutting zone
Best for:
- Mold cavities
- Blind holes
- Complex 3D shapes
- Internal features
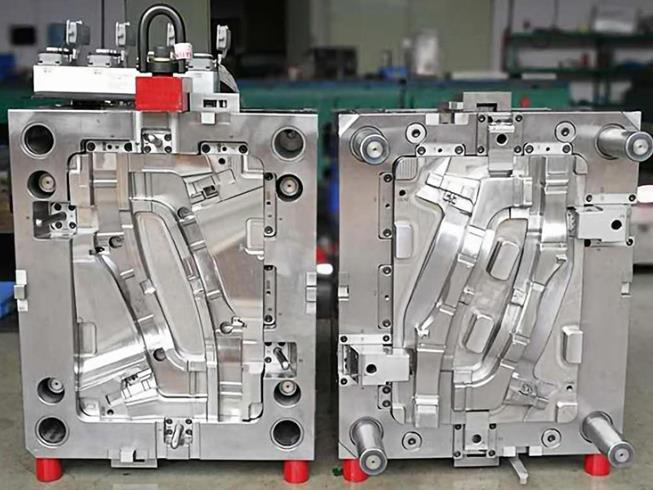
A mold maker uses sinker EDM to create the intricate cavity for a plastic injection mold. The electrode is machined from graphite or copper, then sunk into hardened steel to create the exact shape required.
Electrode materials:
- Graphite: Cost-effective for large parts, good wear resistance
- Copper: Better surface finish, higher conductivity
- Copper-tungsten: Lowest wear, highest cost
Wire EDM
Wire EDM uses a thin wire electrode to cut through the workpiece. The wire is continuously fed from a spool, acting like a bandsaw blade that erodes rather than cuts.
How it works:
- A thin brass or copper wire (0.02–0.3 mm diameter) is guided by precision rollers
- The wire passes through the workpiece, never touching it
- Electrical discharges erode material along the wire path
- The wire is consumed and replaced continuously
Best for:
- 2D profiles
- Through holes
- Precision contours
- Extrusion dies
- Gear cutting
Wire EDM achieves tolerances of ±0.0002 mm —tight enough for aerospace and medical components. A single wire path can cut complex contours that would require multiple operations with conventional methods.
Advantages over sinker EDM:
- No custom electrode required
- Can cut through thick materials
- Excellent for tapered shapes with CNC control
Fast Hole EDM
Fast hole EDM is a specialized process for drilling small, deep holes. It uses a rotating tubular electrode with dielectric flowing through the center.
How it works:
- A copper or brass tube serves as the electrode
- Dielectric flows through the tube, flushing debris from the hole
- The electrode rotates to maintain concentricity
- Electrical discharges erode material at the hole bottom
Best for:
- Cooling holes in turbine blades
- Wire EDM start holes
- Fuel injector nozzles
- Deep holes in hard materials
Fast hole EDM can drill holes with diameters as small as 0.3 mm and depth-to-diameter ratios exceeding 100:1 .
What Are the Advantages of EDM?
High Precision and Accuracy
EDM achieves precision that conventional machining cannot match:
| Capability | Typical Performance |
|---|---|
| Dimensional tolerance | ±0.0002–0.005 mm |
| Surface finish | Ra 0.2–6.3 μm |
| Feature size | As small as 0.05 mm |
| Corner radius | As sharp as 0.01 mm |
This level of precision is essential for:
- Mold cavities that must produce perfectly formed parts
- Medical implants that must fit precisely
- Aerospace components with critical airflow surfaces
Ability to Machine Hard Materials
EDM does not care about material hardness. It machines:
- Hardened steel (up to 65 HRC)
- Titanium alloys (Ti-6Al-4V)
- Nickel-based superalloys (Inconel, Hastelloy)
- Carbides and tool steels
- Conductive ceramics
A turbine blade made from Inconel 718—a material that quickly destroys conventional cutting tools—is machined with EDM to create cooling holes and complex airfoil shapes.
Complex Geometries
EDM creates features that are impossible with conventional machining:
- Sharp internal corners (zero radius)
- Deep narrow slots (high aspect ratios)
- Undercuts that require access from multiple angles
- Internal features that cutting tools cannot reach
- Micro features measured in hundredths of a millimeter
No Mechanical Cutting Forces
Because the electrode never touches the workpiece:
- Fragile parts do not distort
- Thin walls do not collapse
- Delicate features remain intact
- No tool deflection affecting accuracy
This is critical for medical devices, where thin-walled implants must maintain precise geometry without distortion.
What Are the Limitations of EDM?
Slow Material Removal
EDM is significantly slower than conventional machining:
| Process | Material Removal Rate |
|---|---|
| CNC milling (aluminum) | 10–50 cm³/min |
| CNC milling (steel) | 5–20 cm³/min |
| EDM roughing | 1–5 cm³/min |
| EDM finishing | 0.1–1 cm³/min |
For high-volume production of simple parts, EDM is not cost-effective. For complex parts where other methods cannot work, the slower speed is acceptable.
Electrode Wear
The electrode also erodes during the process. Electrode wear can range from 10–50% of the material removed, depending on:
- Electrode material (copper-tungsten wears least)
- Pulse parameters (long pulses increase wear)
- Flushing effectiveness
For sinker EDM, multiple electrodes may be required for roughing and finishing operations.
Surface Recast Layer
The heat of the spark creates a recast layer—a thin (5–50 μm) layer of material that melted and re-solidified. This layer may have:
- Micro-cracks
- Different metallurgical properties
- Reduced fatigue life
For critical applications like aerospace components, the recast layer may need removal through polishing or secondary finishing.
Conductive Materials Only
EDM only works on electrically conductive materials. Non-conductive materials like ceramics, glass, and most plastics cannot be machined with conventional EDM.
Where Is EDM Used?
Aerospace Industry
Aerospace components require high precision and use materials that are difficult to machine conventionally. EDM applications include:
- Turbine blades: Cooling holes, complex airfoil shapes
- Fuel injectors: Precision nozzles
- Engine components: Combustion chambers, seals
- Structural parts: Complex fittings
An aerospace manufacturer reports that 75% of their critical turbine components involve EDM in their production process.
Medical Industry
Medical devices demand biocompatible materials and extreme precision. EDM applications include:
- Surgical instruments: Complex shapes, sharp edges
- Implants: Bone screws, spinal cages, dental implants
- Micro devices: Drug delivery systems, neurovascular components
A medical device manufacturer uses wire EDM to cut 0.05 mm slots in surgical instruments—features that no conventional tool can create.
Mold and Die Making
Mold and die making is perhaps the largest application of EDM. The process creates:
- Injection molds: Cavities for plastic parts
- Die casting dies: Complex shapes for metal casting
- Stamping dies: Punches and dies for sheet metal
- Extrusion dies: Profiles for continuous shapes
A mold maker reduced production time for a smartphone case mold by 40% using EDM instead of conventional milling for complex internal features.
Automotive Industry
Automotive applications include:
- Engine components: Fuel injectors, turbocharger parts
- Transmission parts: Precision gears, valve bodies
- Molds and dies: For plastic and metal components
Electronics Industry
As electronics become smaller, EDM enables:
- Micro connectors: Precision contacts
- Semiconductor components: Lead frames, heat sinks
- Sensor components: Micro-scale features
How Is EDM Controlled?
CNC Control Systems
Modern EDM machines use Computer Numerical Control (CNC) to precisely control:
- Electrode position: Within ±0.0001 mm
- Spark parameters: Pulse duration, current, frequency
- Gap maintenance: Automatic adjustment to prevent short circuits
- Wire path: For wire EDM
Adaptive Control
Advanced EDM systems use adaptive control to optimize the process in real time:
- Sensors monitor spark intensity and gap conditions
- The control system adjusts parameters to maintain stable machining
- Adaptive control can increase material removal by 20–30% while maintaining precision
Submerged vs. Flush Machining
EDM can be performed with the workpiece fully submerged in dielectric or with flushing directed at the cutting zone. Submerged machining provides better stability and is used for precision work. Flush machining is used for large parts that cannot be fully submerged.
Yigu Technology's Perspective
At Yigu Technology, we use EDM to solve our clients' most difficult manufacturing challenges. Our capabilities include sinker EDM, wire EDM, and fast hole EDM —handling materials from hardened steel to titanium and Inconel.
For a recent aerospace project, we used wire EDM to cut complex contours in Inconel turbine components. Tolerances held at ±0.005 mm . For a medical device client, we used sinker EDM to create micro-features in surgical instruments that conventional cutting could not achieve.
Our EDM processes are optimized for each application. We select electrode materials based on wear requirements and surface finish needs. We use adaptive control systems to maintain stable machining across long runs.
When your project demands the precision that only EDM can deliver, we have the expertise to make it happen.
Conclusion
Electrical Discharge Machining (EDM) fills a critical role in modern manufacturing. When conventional cutting tools fail—because the material is too hard, the geometry too complex, or the part too fragile—EDM provides a solution.
The principle is elegant: controlled sparks erode material with no mechanical force. The capabilities are essential: machining of hardened steel, titanium, and superalloys; creation of sharp internal corners and deep narrow slots; production of features measured in micrometers.
EDM is not the answer for every machining need. It is slower than conventional cutting. It consumes power and requires specialized equipment. It leaves a recast layer that may need post-processing.
But for the challenges that other methods cannot solve—complex molds, aerospace components, medical implants—EDM is indispensable. It transforms what is possible in precision manufacturing.
FAQ
What is the primary advantage of EDM over traditional machining methods?
The primary advantage is precision on hard materials and complex shapes. EDM achieves tolerances of ±0.0002–0.005 mm on materials that would quickly destroy conventional cutting tools, including hardened steel (up to 65 HRC), titanium, and nickel-based superalloys. It also creates features like sharp internal corners (zero radius) that are impossible with conventional machining.
What are the common types of EDM processes?
The three main types are sinker EDM (using a shaped electrode to create cavities), wire EDM (using a thin wire to cut through the workpiece), and fast hole EDM (using a tubular electrode to drill deep holes). Sinker EDM is used for molds and complex 3D cavities. Wire EDM is used for precision contours, gears, and extrusion dies. Fast hole EDM is used for cooling holes and wire start holes.
In which industries is EDM most commonly used?
EDM is essential in aerospace, medical, automotive, mold and die making, and electronics. Aerospace uses EDM for turbine blades and engine components. Medical uses EDM for implants and surgical instruments. Mold making relies on EDM for complex cavities. Electronics uses EDM for micro connectors and semiconductor components.
What materials can be machined with EDM?
EDM works with all conductive materials, including hardened steel, titanium alloys, nickel-based superalloys (Inconel, Hastelloy), carbides, tool steels, copper, aluminum, and conductive ceramics. Non-conductive materials like standard ceramics, glass, and plastics cannot be machined with conventional EDM.
What surface finish can EDM achieve?
EDM achieves surface finishes from Ra 0.2 μm (with fine pulses) to Ra 6.3 μm (with coarse pulses). Finishing passes with low energy pulses produce smooth surfaces suitable for mold cavities and medical implants. The recast layer—a thin heat-affected zone—may require post-processing for critical fatigue applications.
Contact Yigu Technology for Custom Manufacturing
Need precision components that push the limits of conventional machining? Yigu Technology brings deep expertise in Electrical Discharge Machining for demanding applications. Our EDM capabilities include sinker, wire, and fast hole processes—handling materials from hardened steel to exotic superalloys.
We serve aerospace, medical, automotive, and tooling industries—delivering parts with tolerances as tight as ±0.0002 mm . From complex mold cavities to micro-scale medical features, we apply EDM where it matters most.
Contact Yigu Technology today to discuss your project or request a quote. Let our EDM expertise work for you.