Introduction
The Significance of Plastic Injection Parts
Plastic injection parts have become the unsung heroes powering a vast array of industries in the modern manufacturing landscape. Their ubiquity is a testament to the versatility, cost - effectiveness, and adaptability of the plastic injection molding process.
In the automotive industry, plastic injection parts are everywhere. From the sleek dashboards that greet drivers to the intricate interior trims, and even under - the - hood components like air intake manifolds and radiator shrouds. For instance, a typical car can contain over 100 kg of plastic parts, with injection - molded components accounting for a significant portion. These parts not only contribute to weight reduction, which in turn improves fuel efficiency by up to 10 - 15% according to some industry studies, but also offer design flexibility. Complex shapes and textures can be easily achieved, enhancing both the aesthetic and functional aspects of the vehicle.
The electronics sector also heavily relies on plastic injection parts. Think about the smooth, durable casings of your smartphones, tablets, and laptops. These enclosures are often injection - molded, providing protection for the delicate internal components while also allowing for slim and ergonomic designs. Additionally, components such as connectors, switches, and circuit board housings are commonly made through plastic injection molding. In fact, in a standard smartphone, more than 50% of the non - electronic components are likely to be plastic injection parts, playing crucial roles in everything from signal transmission to device assembly.
In the medical field, the importance of plastic injection parts cannot be overstated. Disposable syringes, IV connectors, and even some prosthetic components are made using this process. Precision is key in medical applications, and plastic injection molding can achieve tight tolerances of up to ±0.05 mm in some cases. This ensures the safety and effectiveness of medical devices, with millions of injection - molded medical parts being produced daily around the world to meet the high - demand healthcare market.
The Plastic Injection Process Demystified
Step - by - Step Breakdown
- Raw Material Preparation: The journey begins with selecting the appropriate plastic resin. Common types include polyethylene (PE), polypropylene (PP), acrylonitrile butadiene styrene (ABS), and polycarbonate (PC), each with its unique properties. For example, ABS is known for its excellent impact resistance, making it suitable for electronic enclosures, while PP is favored for its chemical resistance and is often used in food - packaging applications. The plastic comes in pellet form and may need pre - treatment. If the resin is hygroscopic, like nylon, it must be dried thoroughly to remove moisture. Moisture in the raw material can cause defects such as bubbles and voids in the final product. This drying process usually takes place in a hopper dryer, where the pellets are heated to a specific temperature for a set period, typically between 80 - 120°C depending on the resin type.
- Heating and Melting: Once prepared, the plastic pellets are fed into the hopper of the injection molding machine and then enter the barrel. Inside the barrel, a rotating screw is responsible for several crucial tasks. As the screw rotates, it conveys the pellets forward. Electric heaters surrounding the barrel raise the temperature of the plastic to its melting point. For instance, the melting point of PE ranges from 110 - 130°C, while PC melts at around 220 - 240°C. As the plastic moves along the screw, it is also sheared, which further contributes to the melting process by generating frictional heat. This combined heating and shearing action transforms the solid plastic pellets into a homogeneous, viscous molten mass.
- Injection: With the plastic now in a molten state, the injection phase commences. The screw, acting as a piston, exerts high pressure on the melted plastic. This pressure, which can range from 50 - 200 MPa depending on the complexity of the mold and the type of plastic, forces the molten plastic through the nozzle and into the mold cavity. The speed of injection is also a critical factor. A high - speed injection is suitable for thin - walled parts as it can quickly fill the cavity before the plastic cools too much. However, for parts with complex geometries, a slower injection speed may be required to ensure even filling and prevent air entrapment.
- Packing and Holding Pressure: After the mold cavity is filled, the packing and holding pressure stage begins. During this stage, additional pressure is applied to compensate for the shrinkage of the plastic as it cools and solidifies. Since most plastics shrink during cooling, this pressure helps to ensure that the final part has the correct dimensions and density. The holding pressure is typically lower than the injection pressure but is maintained for a specific period, usually a few seconds to a minute, depending on the size and thickness of the part. This process is essential for producing parts with high - dimensional accuracy and surface quality.
- Cooling: Cooling is a crucial step in the plastic injection process as it determines the cycle time and the quality of the final product. The mold, which is typically made of steel or aluminum, has a cooling system integrated into it. This system usually consists of channels through which a coolant, often water or a water - glycol mixture, circulates. The coolant absorbs the heat from the molten plastic, causing it to solidify. The cooling time varies depending on factors such as the type of plastic, the thickness of the part, and the efficiency of the cooling system. For example, a thin - walled PP part may cool in as little as 5 - 10 seconds, while a thick - walled PC part could take 30 seconds to a minute or more to cool sufficiently.
- Ejection: Once the plastic part has cooled and solidified enough to maintain its shape, the mold opens, and the ejection process begins. Ejection pins, which are located in the mold, push the part out of the mold cavity. These pins are strategically placed to ensure that the part is ejected evenly without causing any damage. In some cases, especially for parts with complex shapes or undercuts, additional mechanisms such as side - action slides or lifters may be required to release the part from the mold. After ejection, the part may undergo further post - processing steps such as trimming, deburring, or surface finishing.
Key Equipment and Their Functions
- Injection Molding Machine:
- Screw: As mentioned earlier, the screw plays a dual role in the injection molding machine. It conveys the plastic pellets from the hopper to the front of the barrel while also melting and mixing the plastic through rotation and shearing. The design of the screw, including its length - to - diameter ratio, the pitch of the flights, and the compression ratio, is crucial for efficient plasticization. For example, a screw with a higher compression ratio is better suited for processing polymers with a wide melting range.
- Barrel: The barrel is the cylindrical chamber where the plastic is heated and melted. It is made of high - strength alloy steel to withstand the high temperatures and pressures involved. The barrel is usually divided into multiple heating zones, each with its own temperature controller. This allows for precise control of the plastic's temperature profile as it moves along the barrel, ensuring uniform melting.
- Nozzle: The nozzle is the tip of the injection unit through which the molten plastic is injected into the mold. It has a small orifice that helps to increase the pressure of the molten plastic as it exits, ensuring smooth and accurate filling of the mold cavity. Nozzles can be of different types, such as open - ended nozzles for general applications or needle - valve nozzles, which are useful for preventing drooling of the molten plastic when the injection process stops.
- Clamping Unit: The clamping unit is responsible for holding the mold closed during the injection and cooling phases. It exerts a clamping force that counteracts the high injection pressure, preventing the mold from opening prematurely. The clamping force required depends on the size of the mold and the projected area of the part. For example, a large - scale injection molding machine used for producing automotive parts may have a clamping force of several thousand tons, while a small - scale machine for producing small consumer goods may have a clamping force in the range of a few hundred tons.
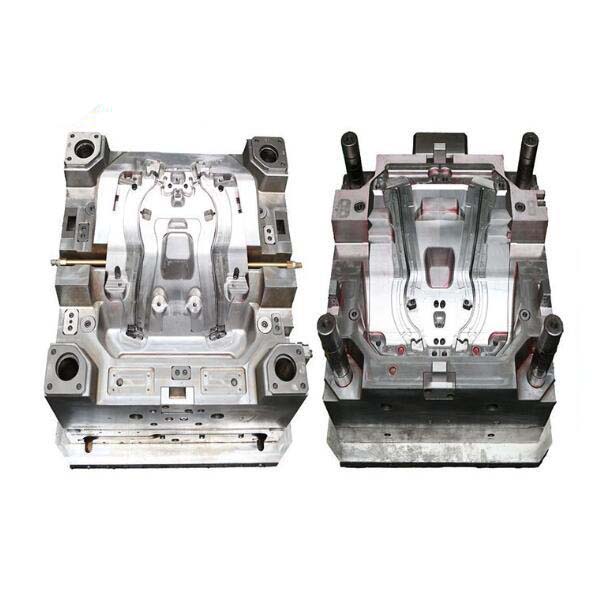
- Mold:
- Structure: A typical injection mold consists of two main parts: the fixed (or stationary) half and the moving half. The fixed half is attached to the stationary platen of the injection molding machine, while the moving half is attached to the moving platen. Inside the mold, there are cavities and cores that define the shape of the final part. The cavity forms the outer shape of the part, while the core forms the inner shape. For example, in the production of a plastic bottle cap, the cavity would create the outer threads and shape of the cap, and the core would form the inner threads and the hollow space inside the cap.
- Types: There are several types of molds, each with its own advantages and applications. Single - cavity molds are the simplest and are used when only one part is produced per cycle. They are often used for low - volume production or for parts with complex geometries that are difficult to replicate in multiple cavities. Multi - cavity molds, on the other hand, have multiple cavities, allowing for the production of several identical parts in a single cycle. This significantly increases the production efficiency and is commonly used for high - volume production of small parts such as buttons or small consumer electronics components. Stack molds are another type, which consist of multiple layers of cavities stacked on top of each other. They are used to maximize the production output while minimizing the floor space required, making them ideal for high - volume production of small parts.
Factors Affecting the Quality of Plastic Injection Parts
Material Selection
The choice of plastic material is the foundation of determining the quality of plastic injection parts. Different plastics, such as ABS, PP, PE, and PC, possess distinct characteristics that significantly impact the final product.
ABS (Acrylonitrile Butadiene Styrene)
- Strength and Toughness: ABS is renowned for its excellent impact resistance. It can withstand significant mechanical stress without breaking easily. For example, in the production of motorcycle helmets, ABS is a popular choice as it can effectively absorb the impact energy during a collision, protecting the wearer's head. In terms of tensile strength, it typically ranges from 25 - 50 MPa, providing a good balance between rigidity and flexibility.
- Thermal and Chemical Resistance: It has moderate heat resistance, with a heat - distortion temperature around 90 - 110°C. However, its chemical resistance is relatively limited. It may be affected by some strong solvents, such as acetone, which can cause swelling or cracking.
PP (Polypropylene)
- Strength and Toughness: PP has good chemical resistance, making it suitable for applications involving contact with various chemicals. For instance, it is commonly used in chemical storage tanks and pipes. Its tensile strength is in the range of 20 - 35 MPa, and it also has good fatigue resistance, which means it can withstand repeated stress cycles well.
- Thermal Resistance: It has a relatively high melting point of around 160 - 170°C, allowing it to be used in some high - temperature applications, like dishwasher - safe kitchenware. But its low - temperature toughness is not as good as ABS, becoming brittle at lower temperatures.
PE (Polyethylene)
- Strength and Toughness: PE comes in different densities, such as high - density polyethylene (HDPE) and low - density polyethylene (LDPE). HDPE has high tensile strength, often used in applications like water pipes due to its ability to withstand internal pressure. LDPE, on the other hand, is more flexible and has good impact resistance at low temperatures. For example, LDPE is commonly used in plastic bags.
- Chemical Resistance: It has excellent chemical resistance, being resistant to most acids, alkalis, and solvents. Its melting point varies depending on the density, with HDPE having a higher melting point around 125 - 135°C compared to LDPE's 105 - 115°C.
PC (Polycarbonate)
- Strength and Toughness: PC is known for its high - impact strength and excellent optical properties. It is used in applications where both transparency and durability are required, such as automotive headlights and safety goggles. Its tensile strength can reach up to 60 - 70 MPa, and it has high - temperature resistance.
- Thermal and Chemical Resistance: It has a high heat - distortion temperature, usually above 130°C, and good dimensional stability at high temperatures. However, it is sensitive to some polar solvents and UV radiation, which may cause degradation over time.
Process Parameters
The injection molding process is highly sensitive to various parameters, and even slight variations can lead to significant changes in product quality.
Injection Pressure
- Effect on Quality: High injection pressure can force the molten plastic to fill the mold cavity quickly, which is beneficial for complex - shaped parts. However, excessive pressure can cause flash (thin, unwanted plastic protrusions), over - packing (resulting in high internal stresses), and even damage to the mold. For example, if the injection pressure is too high when molding a small, intricate electronic component, the plastic may flow into areas where it shouldn't, creating flash that can interfere with the component's functionality. On average, injection pressures range from 50 - 200 MPa, depending on the plastic material and part complexity.
- Example of Parameter Change Impact: In a case where the target part is a plastic gear, an increase in injection pressure from 80 MPa to 120 MPa without proper adjustment of other parameters led to flash formation along the gear teeth. This not only affected the aesthetics but also caused the gear to be out of tolerance, resulting in improper meshing with other gears.
Injection Speed
- Effect on Quality: A fast injection speed can help fill the mold cavity before the plastic cools too much, which is especially important for thin - walled parts. But it can also cause air entrapment (forming voids or bubbles in the part) and high - shear stress, which may lead to molecular orientation and internal stress. For instance, in the production of a thin - walled plastic container, a very high injection speed can cause the plastic to trap air, creating visible bubbles on the container's surface.
- Example of Parameter Change Impact: When manufacturing a smartphone back cover, increasing the injection speed from a moderate level to a high level without proper venting in the mold led to the formation of large voids inside the cover. These voids weakened the structure and made the cover prone to cracking under normal handling.
Cooling Time
- Effect on Quality: The cooling time is crucial for the part to solidify properly and maintain its shape. If the cooling time is too short, the part may still be hot and soft when ejected from the mold, leading to warping and dimensional inaccuracies. If it's too long, it reduces production efficiency. For example, in the production of large - scale plastic furniture parts, an insufficient cooling time can cause the part to warp as soon as it's removed from the mold, making it unusable.
- Example of Parameter Change Impact: In a factory producing plastic chair seats, reducing the cooling time by 20% led to a 30% increase in the number of warped seats. This not only increased waste but also required additional rework or disposal costs.
Mold Design and Maintenance
Mold design is the blueprint for the plastic injection part, and proper mold maintenance is essential for consistent quality production.
Mold Design
- Gate design: The gate design determines how the molten plastic enters the mold cavity. Different gate types, such as direct gates, side gates, and point gates, have their own advantages and applications. A direct gate is simple and suitable for large - scale parts but may cause visible marks on the part surface. A side gate is often used for thin - walled parts as it can provide a more even flow of plastic. For example, in the production of a plastic toy figure, a point gate is used to minimize the visible gate mark on the surface, ensuring a better - looking product.
- Flow channel design: The runner system, including the main runner and sub - runners, should be designed to ensure even distribution of the molten plastic to all parts of the mold cavity. An improper runner design can lead to uneven filling, causing some areas to be under - filled while others are over - filled. For instance, if the sub - runners have different lengths and diameters in a multi - cavity mold, the parts in different cavities may have different weights and quality due to uneven plastic flow.
- Cooling System Design: An efficient cooling system is crucial for uniform cooling of the plastic in the mold. The cooling channels should be strategically placed to ensure that heat is removed evenly from the part. If the cooling system is not well - designed, it can cause differential cooling, leading to warping. For example, in the production of a flat plastic panel, if the cooling channels are too close to one side of the panel, that side will cool faster, causing the panel to warp towards the cooler side.
Mold Maintenance
- Regular cleaning: Regular cleaning of the mold is essential to remove any residue, such as plastic scraps, dust, or release agents, that may accumulate during the injection process. Residue can affect the surface finish of the parts and even cause defects. For example, if plastic residue builds up in the mold cavity, it can create bumps or rough areas on the surface of the injection - molded part.
- Lubrication: Lubricating the moving parts of the mold, such as the ejector pins and slides, reduces friction and wear. This helps to ensure smooth operation of the mold during the injection and ejection processes. Without proper lubrication, the ejector pins may get stuck, leading to damage to the part or the mold itself.
- Check the wear condition: Periodically checking for signs of wear and tear, such as cracks, erosion, or deformation of the mold surfaces, is crucial. Worn - out molds can produce parts with inconsistent dimensions and quality. For example, if the mold cavity has significant wear in a particular area, the parts produced will have an abnormal shape in that corresponding area. By detecting and repairing these issues early, the mold's lifespan can be extended, and the quality of the plastic injection parts can be maintained.
Yigu Technology's Perspective
As a non - standard plastic metal products custom Supplier, Yigu Technology deeply understands the significance of plastic injection part factories. In our experience, these factories are the cornerstone of turning innovative ideas into tangible products. We believe that in the pursuit of quality, continuous innovation and process optimization are key.
At Yigu Technology, we focus on tailoring solutions to meet the diverse needs of our clients. By leveraging advanced technologies and a team of experienced engineers, we ensure that every plastic injection part we produce adheres to the highest standards. We also emphasize the importance of close communication with clients throughout the production process. This enables us to promptly address any concerns and make necessary adjustments, resulting in products that not only meet but exceed expectations.