Introduction
Bakelite—the world’s first fully synthetic plastic—has been a cornerstone of industrial manufacturing since its invention in the early 20th century. Known chemically as phenolic resin, this thermosetting material is prized for its exceptional heat resistance, electrical insulation, and mechanical stability.
Today, Bakelite injection molding combines this heritage material with modern manufacturing efficiency. The process transforms phenolic resin into precision components used in electrical switches, automotive engine parts, and industrial tools—applications where heat resistance and dimensional stability are non-negotiable.
Unlike thermoplastics that simply melt and solidify, Bakelite undergoes a chemical cross-linking reaction during molding. This guide walks you through the entire process: material preparation, mold design, injection, curing, and finishing.
What Makes Bakelite Unique?
Bakelite is a thermosetting plastic formed through the polymerization of phenol and formaldehyde under heat and pressure, often with a catalyst. The resulting cross-linked polymer structure gives it:
- Thermal resistance: Withstands high temperatures without significant degradation
- Electrical insulation: Essential for switches, sockets, and insulators
- Mechanical stability: Rigid and durable under stress
- Chemical resistance: Withstands harsh environments
These properties make Bakelite ideal for applications where thermoplastics would soften or deform.
How Is Phenolic Resin Prepared for Molding?
Resin Formulation and Preprocessing
Phenolic resin arrives in granular or powdered form. Fillers—20% to 40% by weight —are added to achieve desired mechanical properties.
| Filler Type | Effect |
|---|---|
| Wood flour | Improves toughness, reduces cost |
| Glass fiber | Enhances dimensional stability, reduces shrinkage |
When 30% glass fiber is added, linear shrinkage decreases from 0.8% to 0.3% —critical for tight-tolerance parts.
Drying: Moisture causes voids in the final part. Resin is dried at 80°C to 100°C for 2 to 4 hours to reduce moisture content below 0.5% .
Mixing: High-shear mixers homogenize fillers with the resin, ensuring even distribution for consistent mechanical properties.
Material Characterization
Phenolic resins exhibit specific flow behavior at molding temperatures of 160°C to 190°C . Injection pressure must be sufficient to fill complex molds—typically 100 to 150 MPa .
The table below compares unfilled and glass fiber-reinforced phenolic:
| Property | Unfilled Phenolic | 30% Glass Fiber-Reinforced |
|---|---|---|
| Tensile strength (MPa) | 45 – 60 | 80 – 100 |
| Thermal conductivity (W/m·K) | 0.35 | 0.65 |
| Mold shrinkage (%) | 0.6 – 1.0 | 0.2 – 0.5 |
Glass fiber reinforcement significantly enhances tensile strength and reduces shrinkage—benefits for high-strength, precision applications.
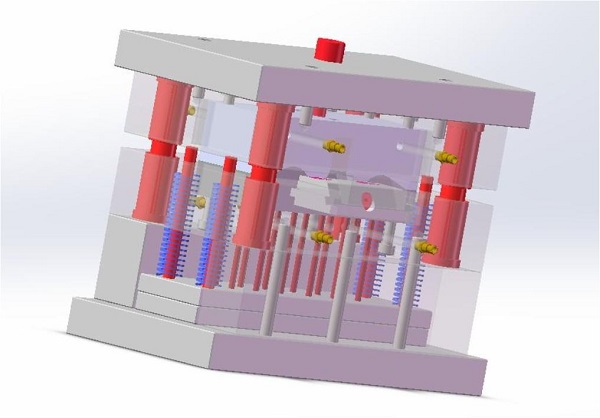
How Is the Mold Designed for Bakelite?
Mold Material Selection
Bakelite molding subjects molds to harsh conditions: temperatures of 150°C to 180°C and pressures of 100 to 200 MPa .
H13 tool steel is preferred for high-volume production. Hardness of 48 to 52 HRC provides excellent wear resistance against abrasive fillers.
For low-volume production or prototyping, aluminum alloys may be used. They are lighter and have higher thermal conductivity but lower durability.
Key Design Features
Gating system: Edge gates or submarine gates control resin flow. Gate diameter: 1.5 to 3 mm —balances flow speed and solidification. Too small causes incomplete filling; too large causes flash.
Venting: Fine vents (0.03 to 0.05 mm wide) along parting lines allow air to escape. Trapped air causes burn marks from adiabatic compression.
Cooling and Heating Systems
Unlike thermoplastics, Bakelite requires precise heating to initiate cross-linking. Mold temperature controllers—electric cartridge heaters or fluid-based systems—maintain uniform temperature.
After cross-linking begins, rapid cooling through chilled water channels completes curing. Cycle times range from 30 to 90 seconds , depending on wall thickness.
What Are the Core Process Steps?
Step 1: Plasticization
Phenolic resin is fed into the heated barrel. Temperature reaches 170°C to 190°C . Screw speed: 30 to 60 RPM —controlled to prevent shear degradation of the resin.
Step 2: Injection
High pressure—100 to 150 MPa —forces molten resin through the gating system into the mold cavity.
Thin-walled parts (under 2 mm) require higher pressure to fill completely. Insufficient pressure causes short shots. Excessive pressure causes flash.
Case example: A manufacturer producing thin-walled electrical insulators saw 30% short shots at 80 MPa. Increasing pressure to 120 MPa reduced short shots to under 5%. Further increase to 160 MPa caused 15% flash.
Step 3: Curing (Thermoset Transformation)
The curing agent—hexamethylenetetramine—decomposes at mold temperatures of 160°C to 180°C , releasing formaldehyde that cross-links the polymer chains.
Holding pressure: 50 to 80 MPa applied during curing ensures density and prevents voids. Without holding pressure, shrinkage during cross-linking creates internal voids that weaken the part.
Curing time: 10 to 30 seconds, depending on part thickness.
Step 4: Demolding and Finishing
Ejector pins push the hardened part out of the mold.
Deburring: Flash along parting lines removed with abrasive tools or tumbling.
Surface treatment: Natural matte finish often sufficient for industrial applications. Polishing or coating applied for consumer products where aesthetics matter.
What Are the Advantages and Challenges?
Advantages
| Advantage | Description |
|---|---|
| Thermal resistance | Withstands high temperatures without deformation |
| Electrical insulation | Essential for switches, sockets, insulators |
| Dimensional stability | Low shrinkage, especially with glass fiber reinforcement |
| Cost-efficiency | High-volume production with consistent quality |
| Design flexibility | Complex geometries achievable with proper mold design |
Challenges
| Challenge | Mitigation |
|---|---|
| Mold wear | Use H13 tool steel; apply tungsten carbide coatings on critical surfaces |
| Longer curing times | Optimize heating/cooling systems; use faster-curing formulations |
| Material waste | Implement recycling programs for uncured resin |
| Environmental concerns | Explore bio-based phenolic resins from renewable sources |
What Does a Real-World Example Look Like?
A manufacturer of electrical switch components needed high-volume production of Bakelite insulators. The parts required tight dimensional tolerances (shrinkage below 0.5%) and consistent electrical insulation properties.
Material selection: 30% glass fiber-reinforced phenolic to minimize shrinkage and enhance strength. Mold: H13 tool steel with chrome plating for wear resistance. Gate diameter: 2 mm. Vents: 0.04 mm wide along parting lines.
Process parameters: barrel temperature 185°C, injection pressure 130 MPa, holding pressure 65 MPa for 20 seconds. Cycle time: 55 seconds.
The result: shrinkage of 0.35%, well below the 0.5% requirement. Tensile strength of 85 MPa. Scrap rate under 3%. The parts passed all electrical insulation tests.
Conclusion
Bakelite injection molding combines the unique properties of phenolic resin with the precision and efficiency of modern injection molding. The process requires:
- Material preparation: Drying to below 0.5% moisture, mixing with fillers (20–40% by weight)
- Mold design: H13 tool steel for durability, proper gating (1.5–3 mm), venting (0.03–0.05 mm)
- Process control: Barrel temperature 170–190°C, injection pressure 100–150 MPa, holding pressure 50–80 MPa
- Curing: 160–180°C for 10–30 seconds to initiate cross-linking
The result is parts with exceptional thermal resistance, electrical insulation, and dimensional stability—used in electrical appliances, automotive engines, and industrial tools.
While challenges like mold wear and longer curing times exist, proper material selection, mold design, and process optimization deliver high-quality, cost-effective phenolic resin components.
FAQ
How can I reduce the curing time in Bakelite injection molding without sacrificing part quality?
Optimize mold heating and cooling systems for more efficient heat transfer. Use faster-curing resin formulations if available. Conduct thorough testing to ensure changes do not negatively impact mechanical properties. Maintain proper holding pressure during curing to prevent voids.
What are the best practices for maintaining the mold in Bakelite injection molding to minimize wear?
Regularly inspect mold, especially areas where abrasive fillers flow. Apply tungsten carbide coatings on critical surfaces. Clean molds thoroughly after each production run to prevent resin residue buildup. Use H13 tool steel for high-volume production—hardness 48–52 HRC provides excellent wear resistance.
Are there environmentally friendly alternatives to traditional phenolic resin in injection molding?
Yes. Some manufacturers use bio-based phenolic resins derived from renewable sources. These offer similar performance with reduced environmental impact. Implement recycling programs for uncured resin. Use environmentally friendly mold cleaning agents.
What is the difference between Bakelite injection molding and thermoplastic injection molding?
Bakelite is a thermoset. It undergoes a chemical cross-linking reaction during molding and cannot be remelted. Thermoplastics simply melt and solidify. Bakelite requires precise heating to initiate curing and holding pressure during cross-linking. Thermoplastics require cooling only.
What filler should I use for Bakelite injection molding?
Wood flour improves toughness and reduces cost. Glass fiber enhances dimensional stability and reduces shrinkage—30% glass fiber can reduce shrinkage from 0.8% to 0.3%. Choice depends on application requirements: high-strength precision parts need glass fiber; general-purpose parts may use wood flour.
Contact Yigu Technology for Custom Manufacturing
At Yigu Technology , we specialize in Bakelite injection molding for custom phenolic resin parts. Our engineers understand the unique requirements of thermoset processing—material drying, mold design, and precise temperature control.
We work with glass fiber-reinforced and unfilled phenolic resins. Our molds are H13 tool steel for durability. We optimize injection pressure, holding pressure, and curing time for each application.
From electrical insulators to automotive components, we deliver high-quality, precision-engineered parts.
Contact Yigu Technology today to discuss your Bakelite injection molding project.