Introduction
Medical devices save lives. Behind every syringe, pacemaker, and surgical instrument is a manufacturing process that demands perfection. Medical plastic injection molding produces these critical components with the precision, cleanliness, and consistency that healthcare demands.
A cardiac pacemaker component may require tolerances as tight as ±0.001 inches (±0.0254 mm) . A syringe must be sterile, accurate, and reliable. A catheter must be flexible yet strong.
This guide covers the materials, processes, quality standards, and applications of medical plastic injection molding. You will learn what makes medical molding different from general-purpose molding and how manufacturers meet the strict requirements of the healthcare industry.
What Makes Medical Plastic Injection Molding Unique?
Medical plastic injection molding is a specialized process that produces components for medical devices, diagnostic equipment, and surgical instruments. It follows the same basic steps as standard injection molding—melting plastic, injecting into a mold, cooling, and ejecting—but with far stricter requirements.
Key Differences from General Molding
| Aspect | General Molding | Medical Molding |
|---|---|---|
| Materials | Commodity plastics | Medical-grade, biocompatible materials |
| Cleanliness | Standard | Cleanroom environments, sterility requirements |
| Tolerances | ±0.1 – 0.5 mm | ±0.025 mm or tighter for critical components |
| Traceability | Limited | Full material and process traceability |
| Regulations | None specific | ISO 13485, FDA, CE marking |
What Materials Are Used in Medical Molding?
Polypropylene (PP)
PP is lightweight, has excellent chemical resistance, and withstands high temperatures. Its melting point of 160°C to 170°C allows autoclave sterilization.
Applications: Syringes, surgical instruments, laboratory equipment (beakers, test tubes).
Polyethylene (PE)
PE offers flexibility, chemical stability, and biocompatibility.
- LDPE (Low-Density): Flexible, used for medical tubing, blood bags, disposable gloves
- HDPE (High-Density): Rigid, used for medical containers and some implantable devices
Polycarbonate (PC)
PC provides high strength, impact resistance, and transparency. It withstands a wide temperature range and offers good electrical insulation.
Applications: Medical device housings, endoscope optical components, patient monitoring device enclosures.
Polystyrene (PS)
PS is rigid, dimensionally stable, and optically clear. It is relatively inexpensive and easy to mold.
Applications: Disposable petri dishes, test tubes, medical packaging.
Silicone
Silicone is highly flexible, biocompatible, and resists heat, cold, and chemicals. It can be sterilized by autoclaving or radiation.
Applications: Catheters, breast implants, flexible seals in medical devices.
The table below summarizes material properties:
| Material | Key Properties | Medical Applications |
|---|---|---|
| PP | Lightweight, chemical resistance, heat resistance (160-170°C) | Syringes, surgical instruments, lab equipment |
| PE | Flexibility (LDPE), rigidity (HDPE), biocompatibility | Tubing, blood bags, containers |
| PC | Strength, impact resistance, transparency | Device housings, optical components |
| PS | Rigid, clear, inexpensive | Petri dishes, test tubes, packaging |
| Silicone | Flexible, biocompatible, heat/cold resistant | Catheters, implants, seals |
How Does the Medical Injection Molding Process Work?
Step 1: Material Preparation
Medical-grade plastic pellets are selected. Hygroscopic materials—those that absorb moisture—must be dried to prevent voids and bubbles. Nylon, for example, requires careful drying to low moisture content.
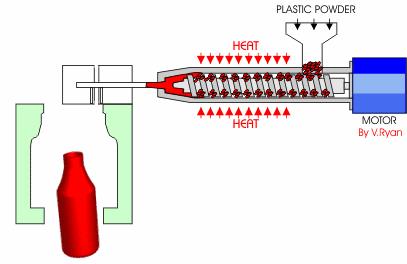
Step 2: Heating and Melting
Pellets feed into the hopper and enter the heated barrel. Electric heaters raise the temperature to the material’s melting point. Temperatures are precisely controlled:
- PP: 160°C – 170°C
- PC: 280°C – 320°C
Step 3: Injection
A reciprocating screw forces molten plastic under high pressure through a nozzle into the closed mold cavity. Injection pressure ranges from 500 to 2,000 bar , ensuring complete filling of intricate details.
Step 4: Cooling and Solidification
Cooling channels circulate coolant—usually water—to dissipate heat. Cooling time varies:
- Small, thin-walled parts: seconds
- Large, thick-walled components: minutes
Proper cooling prevents warping and ensures dimensional stability.
Step 5: Mold Opening and Part Ejection
The mold opens. Ejector pins push the finished part out. Parts are collected manually or by automated systems.
Step 6: Post-Processing
Some parts require additional steps:
- Trimming excess plastic (flash)
- Removing support structures
- Surface treatments (polishing, painting, coating)
What Precision and Tolerances Are Required?
Medical components demand extreme precision. Tolerances can be as tight as ±0.001 inches (±0.0254 mm) or less for critical applications.
Achieving Tight Tolerances
Mold quality: Precision machining—CNC (Computer Numerical Control)—creates molds with extremely accurate dimensions. High-quality steel or aluminum ensures stability and wear resistance.
Process control: Temperature, pressure, and injection speed are monitored and adjusted within narrow ranges. A slight temperature variation changes shrinkage rates, affecting dimensions.
Advanced machines: Modern injection molding machines feature sophisticated control systems that maintain parameters within tight limits.
What Quality Standards Govern Medical Molding?
ISO 13485
This international standard specifies quality management system requirements for medical devices. Manufacturers must demonstrate consistent ability to meet regulatory and customer requirements through documentation, internal audits, and management reviews.
FDA Regulations (United States)
The U.S. Food and Drug Administration enforces the Quality System Regulation (QSR) covering device design, development, production, installation, and servicing. Depending on device classification, pre-market approval (PMA) or 510(k) clearance may be required before marketing.
CE Marking (European Union)
Medical devices sold in the EU must bear the CE mark , indicating compliance with relevant European directives. Conformity assessments may include testing, documentation review, and audits by notified bodies.
How Does Medical Molding Compare to Other Methods?
Injection Molding vs. Blow Molding
| Aspect | Injection Molding | Blow Molding |
|---|---|---|
| Product shape | Complex, intricate details, internal channels | Hollow, thin-walled products (bottles, containers) |
| Precision | High (±0.001 inches or tighter) | Lower (±0.01 – 0.05 inches) |
| Production efficiency | High-speed; hundreds to thousands of parts/hour | Fast but generally slower than injection molding |
| Cost for small scale | Higher initial investment | Lower initial investment |
| Cost for large scale | Significant per-part reduction | Moderate per-part reduction |
Injection Molding vs. Compression Molding
| Aspect | Injection Molding | Compression Molding |
|---|---|---|
| Process | Melts plastic, injects under high pressure | Places pre-measured material between heated mold halves, compresses |
| Speed | Fast-paced | Slower; depends on plastic flow during mold closing |
| Materials | Thermoplastics (PP, PE, PC, PS); some thermosets | Primarily thermosets (phenolic, epoxy) |
| Cost | Higher initial investment; low per-part at high volume | Lower initial investment; slower rate may increase per-part cost at high volume |
| Product complexity | Highly complex parts, undercuts, thin walls | Simpler, larger parts; complex internal features difficult |
What Does a Real-World Example Look Like?
A manufacturer of surgical instruments needed to produce a new laparoscopic tool handle. The handle had to be ergonomic, lightweight, and withstand repeated sterilization cycles.
Material selection settled on medical-grade PP—heat resistant for autoclaving, lightweight, and biocompatible. The mold was precision-machined with CNC to achieve tolerances of ±0.02 mm. A cleanroom environment prevented contamination.
The injection molding process was optimized: melt temperature at 180°C, injection pressure at 1,200 bar, cooling time at 12 seconds. Cycle time was 25 seconds.
The handles passed all sterilization tests. Surgeons reported improved ergonomics. Production reached 500,000 units annually with defect rates below 0.5%.
Conclusion
Medical plastic injection molding combines precision manufacturing with strict quality controls. It uses specialized materials—PP, PE, PC, PS, silicone—selected for biocompatibility, chemical resistance, and sterilization compatibility.
The process requires tight tolerances (as low as ±0.025 mm), cleanroom environments, and full traceability. Quality is governed by ISO 13485, FDA regulations, and CE marking.
Compared to blow molding and compression molding, injection molding offers superior precision and complexity for medical components—from syringe plungers to implantable devices.
For manufacturers serving the healthcare industry, mastering medical injection molding is essential to delivering safe, reliable products.
FAQ
What are the most common medical-grade plastics used in injection molding?
Polypropylene (PP) offers lightweight, chemical resistance, and heat resistance for syringes and surgical instruments. Polyethylene (PE) provides flexibility for tubing and blood bags. Polycarbonate (PC) delivers strength and transparency for device housings and optical components. Polystyrene (PS) is used for disposable labware. Silicone is chosen for flexible, biocompatible applications like catheters.
What tolerances can medical injection molding achieve?
Tolerances as tight as ±0.001 inches (±0.0254 mm) or less for critical components. Achieving this requires high-quality mold manufacturing (CNC machining), precise process control (temperature, pressure, speed), and advanced injection molding machines with sophisticated control systems.
What quality standards apply to medical injection molding?
ISO 13485 governs quality management systems for medical devices. In the United States, FDA regulations including the Quality System Regulation (QSR) apply. In the European Union, CE marking requires compliance with relevant directives. Manufacturers must maintain documentation, conduct internal audits, and undergo external audits.
How does medical injection molding differ from general injection molding?
Medical molding uses medical-grade, biocompatible materials. It requires cleanroom environments and strict cleanliness standards. Tolerances are tighter (as low as ±0.025 mm vs. ±0.1–0.5 mm). Full material and process traceability is required. Manufacturers must comply with ISO 13485, FDA, and CE marking regulations.
Can medical injection molding be used for implantable devices?
Yes. Certain materials—medical-grade PP, PE, PC, silicone—are biocompatible and suitable for implants. Manufacturing requires cleanroom environments, strict quality controls, and full traceability. Regulatory approval (FDA, CE) is required before marketing.
Contact Yigu Technology for Custom Manufacturing
At Yigu Technology , we specialize in medical plastic injection molding. Our facilities include cleanroom environments. We work with medical-grade materials—PP, PE, PC, silicone, and others. Our quality systems comply with ISO 13485 standards.
We achieve tight tolerances through precision mold manufacturing and advanced process control. From syringes to device housings, we deliver components that meet the stringent requirements of the healthcare industry.
Contact Yigu Technology today to discuss your medical injection molding project.