Introduction
When you need to produce plastic parts—whether it’s bottle caps, toy components, or automotive interior pieces—the choice of mould directly impacts your cost, quality, and production speed. Among the many mould types available, the two plate injection mould stands out as the most fundamental and widely used.
Simple in design yet highly effective, the two plate mould offers a compelling balance of affordability, reliability, and versatility. It’s the workhorse of the injection molding industry, accounting for the majority of plastic parts produced worldwide.
This guide explores what a two plate injection mould is, how it works, and why it remains the go-to choice for cost-effective, high-volume production.
What Is a Two Plate Injection Mould?
The Basic Structure
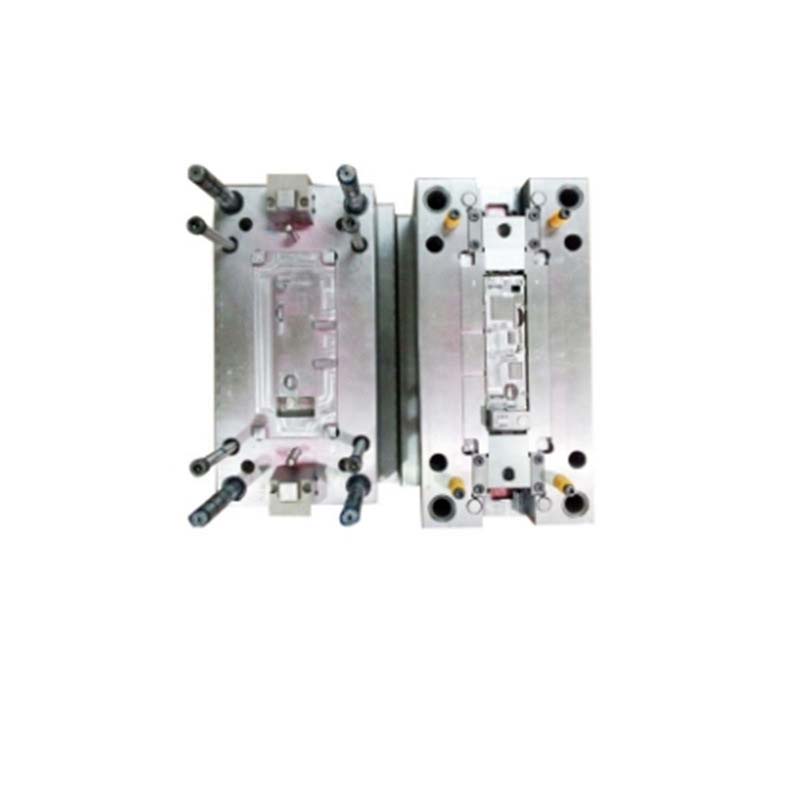
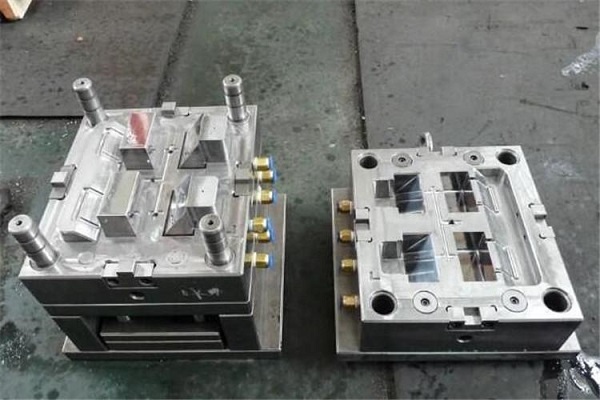
A two plate injection mould—also called a single-parting-surface mould—consists of two main parts:
| Component | Location | Function |
|---|---|---|
| Fixed mould (A-plate) | Stationary platen | Contains sprue bush and cavity inserts |
| Moving mould (B-plate) | Movable platen | Contains core inserts and ejection system |
Fixed mould components:
- Sprue bush: The channel through which molten plastic enters from the injection machine nozzle
- Cavity inserts: Negative impressions that form the external shape of the part
Moving mould components:
- Core inserts: Form internal features of the part
- Ejection system: Ejector pins that push the finished part out after molding
How It Works
- Mould closes: Fixed and moving plates come together
- Injection: Molten plastic flows through sprue bush into cavities formed by cavity and core inserts
- Cooling: Plastic solidifies, taking the shape of the cavity
- Mould opens: Moving plate separates from fixed plate
- Ejection: Ejector pins push the finished part (and runner system) from the moving side
- Cycle repeats: Mould closes for the next shot
How Does a Two Plate Mould Solve Production Problems?
Precision in Molding
Two plate moulds deliver consistent precision through three key factors:
Manufacturing precision:
Modern CNC machining achieves tolerances of ±0.01–0.05 mm for mould components. This ensures cavity and core inserts have exact dimensions required for the final part.
Design precision:
The parting surface between fixed and moving plates is machined flat and smooth. A well-designed parting surface minimizes flash—excess plastic that seeps between plates—which can affect dimensional accuracy and surface quality.
Material stability:
High-quality mould steels like P20 maintain dimensional accuracy under high pressure and temperature, ensuring consistent precision across hundreds of thousands of cycles.
Real example: A manufacturer producing small plastic gears uses a two plate mould with precision-ground cavity inserts. The result: gear teeth formed with correct pitch and shape—functioning perfectly in mechanical assemblies.
High-Volume Production Capability
Two plate moulds excel at high-volume production for several reasons:
| Factor | Benefit |
|---|---|
| Durability | Hardened steel moulds withstand 500,000+ cycles without significant wear |
| Simplicity | Fewer moving parts means less chance of mechanical failure |
| Short cycle time | 10–30 seconds per cycle, depending on part complexity |
| Continuous operation | Can run 24/7 with brief maintenance breaks |
Real impact: A factory producing plastic bottle caps with a 16-cavity two plate mould achieves over 50,000 parts per hour—meeting high-volume demand with consistent quality.
Versatility in Plastic Part Design
Two plate moulds accommodate a wide range of part designs:
Shape versatility:
- Simple geometric shapes (boxes, containers)
- Complex parts with undercuts (using side-action mechanisms)
Size flexibility:
- Small components (electronic connectors)
- Large parts (automotive bumpers)
Cavity count options:
- Single cavity for prototypes or large parts
- Multi-cavity (2 to 128+ cavities) for high-volume production of small parts
Handling undercuts: Side-action mechanisms—slides or cams—can be incorporated into the moving mould to create undercut features. After injection, these mechanisms retract, allowing the part to eject cleanly.
How Does a Two Plate Mould Compare to a Three Plate Mould?
Cost Comparison
| Cost Aspect | Two Plate Mould | Three Plate Mould |
|---|---|---|
| Initial investment | Lower ($5,000–10,000 for small mould) | Higher ($8,000–15,000 for similar size) |
| Operation cost | Lower energy; simpler maintenance | Higher energy; more complex maintenance |
| Annual maintenance | $1,000–3,000 | $3,000–5,000 |
| Material waste | More waste (side or direct gates) | Less waste (point gates, precise placement) |
Why two plate costs less: Simpler structure with only two main plates means less material, less machining time, and fewer components to assemble and maintain.
Performance Comparison
| Performance Aspect | Two Plate Mould | Three Plate Mould |
|---|---|---|
| Molding precision | High (±0.01–0.05 mm) | Higher—better for complex geometries |
| Cycle time | 10–30 seconds | 15–40 seconds (slower) |
| Gate mark | Visible (side or direct gate) | Minimal (point gate; gate separates automatically) |
| Runner waste | More | Less (point gates reduce runner size) |
| Part complexity | Good—can handle undercuts with slides | Excellent—precise gate placement for complex parts |
When to Choose Which
| Application | Recommended Mould |
|---|---|
| Simple parts; cost priority | Two plate |
| High-volume production | Two plate (faster cycles) |
| Cosmetic parts; hidden gate marks | Three plate |
| Complex geometries; precise gate placement | Three plate |
| Multi-cavity for small parts | Both—two plate for simplicity; three plate for gate location flexibility |
What Are the Key Design Considerations?
Parting Surface
The parting surface is where the two mould halves meet. For two plate moulds:
- Should be flat and smooth to minimize flash
- Positioned to allow easy part ejection
- Designed to keep gate mark in non-critical areas
Gating System
Two plate moulds typically use:
| Gate Type | Characteristics | Best For |
|---|---|---|
| Side gate | Simple; easy to manufacture; leaves visible mark | Functional parts; cosmetic not critical |
| Direct gate | Large; high flow rate; leaves large mark | Large parts; where gate mark will be removed |
Trade-off: Simpler gating reduces mould cost but increases material waste and may leave visible marks. For cosmetic parts, post-molding gate trimming is required.
Cooling System
Efficient cooling is critical for cycle time and part quality. Two plate moulds typically have cooling channels drilled through both plates. Placement near cavity surfaces ensures uniform cooling and prevents warpage.
Ejection System
Ejector pins are positioned to:
- Distribute force evenly across the part
- Avoid cosmetic surfaces when possible
- Allow clean part release without deformation
For large or thin-walled parts, more pins or larger pin diameters may be needed.
What Are the Limitations of Two Plate Moulds?
| Limitation | Impact | Mitigation |
|---|---|---|
| Visible gate marks | May require secondary trimming | Use three plate mould for cosmetic parts |
| More runner waste | Higher material cost | Recycle runner material; consider hot runner for very high volume |
| Limited gate placement | Less flexibility for complex filling | Add side-action mechanisms; use flow simulation to optimize |
| Parting line visible | May affect aesthetics | Position parting line in non-cosmetic areas |
For most medium-to-high volume applications, these limitations are acceptable given the cost advantages.
Yigu Technology’s Perspective
At Yigu Technology, we recommend two plate injection moulds for a wide range of applications. Their simplicity translates directly to value:
- Faster design cycles: Less complex geometry means shorter lead times
- Lower fabrication cost: Fewer components; simpler machining
- Reliable operation: Proven design with decades of refinement
- Easy maintenance: Accessible components; straightforward repair
We’ve successfully used two plate moulds to produce:
- Consumer goods components
- Industrial parts
- Automotive interior pieces
- Packaging components
For clients with high-volume production needs and cost sensitivity, the two plate mould consistently delivers the best balance of performance and value.
Conclusion
The two plate injection mould remains the most widely used mould type for good reason. It offers:
- Precision: ±0.01–0.05 mm tolerances
- Durability: 500,000+ cycles with proper maintenance
- Speed: 10–30 second cycle times
- Versatility: Simple to complex parts; small to large sizes
- Cost-effectiveness: Lower initial investment and operating costs than more complex mould types
For the majority of plastic parts—especially those where cost matters and cosmetic perfection isn’t critical—the two plate mould is the right choice.
FAQ
What are the main factors affecting the cost of a two plate injection mould?
Mould material (P20 vs. H13 vs. stainless steel), size (larger moulds cost more), complexity (undercuts, side-actions add cost), cavity count (more cavities increase machining time), and production volume (higher volume may justify more durable materials). A simple two-cavity P20 mould might cost $5,000–10,000; a complex 16-cavity hardened steel mould can exceed $30,000.
How do I maintain a two plate injection mould for long-term cost-effectiveness?
Clean thoroughly after each production cycle to remove plastic residue. Lubricate moving parts (ejector pins, guide rails) regularly. Inspect components for wear, deformation, or damage—replace promptly. Keep cooling channels clear to maintain efficient heat dissipation. Proper maintenance extends mould life significantly.
Can two plate injection moulds be used for complex plastic part designs?
Yes. For parts with undercuts, side-action mechanisms (slides or cams) can be added to the moving mould. Careful cavity and core design, combined with optimized injection parameters (temperature, pressure, speed), allow two plate moulds to produce complex parts. For extremely complex parts with high-precision surface requirements, three plate or hot runner moulds may be better suited.
What’s the difference between a two plate and three plate mould?
Two plate moulds have fixed and moving plates; the runner and part eject together, leaving a visible gate mark. Three plate moulds add a middle plate that separates the runner automatically, allowing more flexible gate placement and smaller gate marks. Three plate moulds cost more, have longer cycle times, but produce cleaner parts with less waste.
How many cavities should my two plate mould have?
Cavity count balances production speed against mould cost and complexity. Single cavity: low volume; large parts. 2–4 cavities: medium volume; larger parts. 8–32 cavities: high volume; small parts. 64–128+ cavities: very high volume; tiny parts (caps, connectors). Each additional cavity increases mould cost but reduces per-part cycle time proportionally.
Contact Yigu Technology for Custom Manufacturing
At Yigu Technology, we specialize in designing and manufacturing two plate injection moulds for cost-effective, high-volume production. Our team helps you select the right material, cavity count, and gating system for your application.
We offer:
- Custom two plate mould design and manufacturing
- P20, 718, H13, and other steel grades
- Single-cavity to multi-cavity configurations
- Side-action mechanisms for undercuts
- Precision machining and CMM quality inspection
[Contact Yigu Technology today] to discuss your next injection mould project. Let’s build a cost-effective solution that delivers consistent quality, cycle after cycle.