Manufacturers across industries face a common demand. They need parts that are strong, durable, and resistant to corrosion. They also need those parts to be precise and cost-effective at scale. Stainless steel stamping delivers on all fronts. This process transforms stainless steel sheets into complex components using dies and presses. It combines the material’s natural advantages—corrosion resistance, strength, and longevity—with the efficiency of high-speed manufacturing. The result is consistent, high-quality parts that serve industries from automotive to medical devices. In this guide, we will explore the types of stainless steel used in stamping, the processes involved, and the applications where stamped stainless steel parts excel.
What Types of Stainless Steel Are Used in Stamping?
Not all stainless steel is the same. Different families of stainless steel offer different balances of strength, formability, and corrosion resistance. Choosing the right one depends on your application.
Austenitic Stainless Steel
Austenitic grades are the most widely used for stamping. They contain high levels of chromium and nickel, which give them excellent corrosion resistance and formability. They are non-magnetic in their annealed state.
| Grade | Key Properties | Common Applications |
|---|---|---|
| 304 | Versatile, good formability, excellent corrosion resistance | General stamping, kitchenware, automotive trim |
| 316 | Superior corrosion resistance, especially in marine environments | Marine hardware, chemical equipment, medical devices |
304 is the workhorse of the industry. It handles most stamping operations well and resists rust in typical indoor and outdoor settings. 316 adds molybdenum, which improves resistance to chlorides and acids. It is the choice for coastal environments and chemical exposure.
Ferritic Stainless Steel
Ferritic grades have higher chromium but lower nickel than austenitic grades. They are magnetic and generally less formable. However, they resist stress corrosion cracking better than austenitic grades.
Common uses include:
- Automotive exhaust systems: Good heat and corrosion resistance
- Household appliances: Decorative panels and trim
Ferritic steels are often less expensive than austenitic grades but offer lower ductility. They work best for simpler stamping operations.
Martensitic Stainless Steel
Martensitic grades can be heat-treated to achieve high hardness and strength. They are magnetic and have moderate corrosion resistance. Their hardness makes them suitable for wear-resistant applications.
| Grade | Key Properties | Common Applications |
|---|---|---|
| 420 | High hardness after heat treatment | Cutlery, surgical instruments, valves |
| 440C | Very high hardness, excellent wear resistance | Bearings, cutting tools, medical instruments |
Martensitic steels are more challenging to stamp because of their lower ductility. They often require intermediate annealing during complex forming operations.
Duplex Stainless Steel
Duplex grades combine austenitic and ferritic structures. They offer high strength and excellent corrosion resistance, particularly against stress corrosion cracking. They are stronger than austenitic grades but still maintain good formability.
| Grade | Key Properties | Common Applications |
|---|---|---|
| 2205 | High strength, good corrosion resistance | Chemical processing, marine components |
| 2507 | Superior pitting and crevice corrosion resistance | Oil and gas, offshore platforms |
Duplex steels are used in demanding environments where both strength and corrosion resistance are critical. They are more expensive and require careful process control during stamping.
How Is Stainless Steel Stamped?
Stainless steel is harder and more work-hardening than aluminum or mild steel. Stamping it requires attention to tooling, lubrication, and process parameters.
Deep Drawing
Deep drawing shapes flat sheets into hollow, cup-like forms. The material is stretched over a die while a punch pushes it into shape.
For stainless steel, deep drawing requires:
- Polished dies to reduce friction
- Heavy lubricants to prevent galling
- Slower press speeds to allow material flow
Austenitic grades like 304 and 316 perform best in deep drawing. Their high ductility allows draw ratios of 2:1 or more. Ferritic and martensitic grades are more limited.
Blanking and Piercing
Blanking cuts a specific shape from a sheet. Piercing creates holes or openings. For stainless steel, these operations demand sharp, durable tooling.
Die clearance for stainless steel should be 5% to 10% of material thickness, depending on the grade. Too much clearance creates burrs. Too little causes excessive tool wear.
A manufacturer stamping 304 stainless steel brackets found that switching to carbide punches extended tool life from 50,000 to 300,000 strokes. The higher initial tooling cost paid off in reduced downtime.
Bending and Forming
Bending stainless steel requires careful attention to minimum bend radii. Austenitic grades can typically bend to 1× to 2× material thickness. Martensitic grades need larger radii—3× or more—to avoid cracking.
Springback is more pronounced in stainless steel than in aluminum. For 304 stainless, expect 2 to 5 degrees of springback. Over-bending compensates for this.
Embossing
Embossing creates raised or recessed designs on the surface. It is common for decorative features, logos, or functional textures. Stainless steel’s strength allows crisp embossing details without distorting the surrounding material.
What Tooling and Lubrication Are Required?
Die Materials
Stainless steel’s strength and work-hardening nature wear tools faster than aluminum or mild steel. Use tool steel grades like D2, A2, or M2 for dies. For high-volume production, carbide inserts provide even longer life.
Surface Finish
Polish die surfaces to Ra ≤ 0.2 μm. Smooth surfaces reduce friction and prevent galling—the transfer of stainless steel to the die. Galling is a common issue with austenitic grades.
Lubrication
Stainless steel requires heavy-duty lubricants to manage the high contact pressures during stamping. Chlorinated oils, sulfur-based lubricants, and extreme-pressure (EP) additives work well. The lubricant must be applied evenly and replenished regularly.
A manufacturer stamping 316 stainless steel medical components found that a high-viscosity EP lubricant reduced galling by 75% and extended die life by 40%.
What Post-Stamping Treatments Are Common?
Passivation
Passivation removes free iron from the surface of stainless steel. This restores the natural oxide layer and maximizes corrosion resistance. It is standard for medical devices, food processing equipment, and marine components.
Heat Treatment
Martensitic grades like 420 and 440C require heat treatment to achieve their full hardness. After stamping, parts are heated to 980°C to 1060°C, then quenched and tempered. This process can increase hardness to HRC 55 to 60.
Electropolishing
Electropolishing smooths the surface and removes burrs. It creates a bright, clean finish that is easy to sterilize. Medical and pharmaceutical applications often require electropolished stainless steel parts.
Powder Coating
For applications needing color or additional corrosion protection, powder coating adds a durable finish. It is common on consumer appliances and automotive trim.
Where Is Stainless Steel Stamping Used?
Automotive and Aerospace
Stainless steel stamping is critical in both industries. Parts must withstand heat, vibration, and corrosive environments.
| Application | Why Stainless Steel |
|---|---|
| Exhaust systems | High-temperature resistance, corrosion resistance |
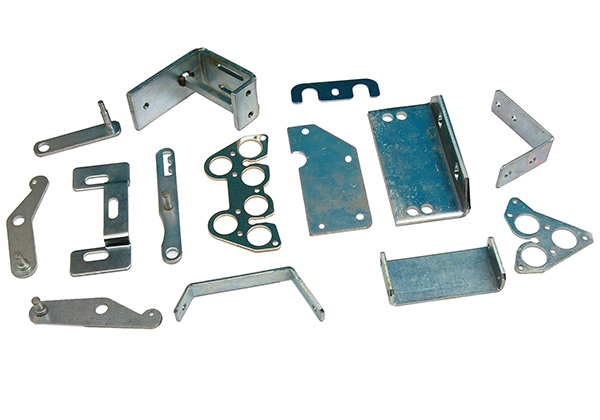
| Structural brackets | Strength, durability |
| Fuel system components | Corrosion resistance, safety |
| Aerospace fittings | Strength-to-weight ratio, reliability |
A typical vehicle uses dozens of stamped stainless steel components. In aerospace, every part must meet strict safety standards, and stainless steel delivers the required performance.
Medical Devices
The medical industry demands materials that are biocompatible, sterilizable, and corrosion-resistant. Stainless steel meets all these requirements.
Common medical stampings:
- Surgical instruments: Scalpels, forceps, clamps
- Orthopedic implants: Bone screws, plates
- Diagnostic equipment: MRI and X-ray machine components
- Surgical trays: For sterilization and organization
316L stainless steel is often used for implants because of its low carbon content, which improves corrosion resistance in the body.
Consumer Electronics and Appliances
Stainless steel’s appearance and durability make it popular in consumer products.
Common applications:
- Appliance panels: Refrigerator doors, dishwasher fronts
- Electronic enclosures: Smartphone frames, laptop cases
- Kitchenware: Pots, pans, cutlery
- Decorative trim: Architectural details
The material’s natural luster requires no painting or coating for many applications.
Industrial Machinery
Industrial environments demand components that resist wear and corrosion over long service lives.
Common industrial stampings:
- Machine guards: Protection for operators
- Brackets and frames: Structural support
- Gears and cams: Wear-resistant components
- Tooling components: Precision parts for manufacturing equipment
What Are the Key Advantages of Stainless Steel Stamping?
| Advantage | Why It Matters |
|---|---|
| Corrosion resistance | Parts last longer in harsh environments |
| Strength | Withstands mechanical stress without failure |
| Durability | Maintains properties over decades of use |
| Aesthetic appeal | Natural finish requires no coating |
| Hygiene | Smooth surface easy to clean and sterilize |
| Recyclability | 100% recyclable at end of life |
What Challenges Come with Stamping Stainless Steel?
| Challenge | Cause | Solution |
|---|---|---|
| Work hardening | Stainless hardens rapidly during forming | Use intermediate annealing for complex parts |
| Galling | Material transfers to die | Polish dies, use EP lubricants |
| Springback | High yield strength | Over-bend, use bottoming dies |
| Tool wear | High strength and abrasiveness | Use carbide or coated tooling |
| Cracking | Insufficient bend radius | Increase radii, anneal before forming |
Conclusion
Stainless steel stamping combines a superior material with an efficient manufacturing process. The material offers corrosion resistance, strength, and durability that few other metals can match. The process delivers high precision, consistency, and speed at scale.
Success requires understanding which stainless steel family—austenitic, ferritic, martensitic, or duplex—fits your application. It demands tooling designed to handle work hardening and galling. It requires lubricants that manage high contact pressures. And it depends on quality controls that ensure every part meets specifications.
From automotive exhaust systems that last for years to surgical instruments that save lives, stamped stainless steel parts are everywhere. As industries demand higher performance and longer service life, stainless steel stamping will remain an essential manufacturing method.
FAQ About Stainless Steel Stamping
Why is stainless steel preferred in stamping processes?
Stainless steel offers an unmatched combination of corrosion resistance, strength, and durability. It withstands harsh environments, maintains its properties over decades, and can be stamped into complex shapes with tight tolerances. For applications where failure is not an option—medical devices, aerospace components, critical automotive parts—stainless steel is often the only choice.
What are the common types of stainless steel used in stamping?
The most common types are austenitic grades (304, 316), which offer excellent formability and corrosion resistance. Ferritic grades are used for simpler parts like exhaust components. Martensitic grades (420, 440C) are chosen when hardness and wear resistance are critical. Duplex grades (2205, 2507) provide high strength and corrosion resistance for demanding environments.
How does stainless steel stamping compare to aluminum stamping?
Stainless steel is stronger and more wear-resistant than aluminum but heavier and harder to form. It work-hardens more rapidly, requiring more careful process control. Tooling wears faster with stainless steel, but the finished parts offer superior corrosion resistance and durability. Choose stainless steel for longevity and harsh environments. Choose aluminum for weight savings.
Can stainless steel be deep drawn?
Yes. Austenitic grades like 304 and 316 are excellent for deep drawing. They have high ductility and can achieve draw ratios of 2:1 or more. Ferritic and martensitic grades are more limited. Deep drawing stainless steel requires polished dies, heavy lubrication, and slow press speeds to prevent tearing and galling.
What post-stamping treatments are needed for stainless steel?
Passivation is common to restore corrosion resistance. Heat treatment is required for martensitic grades to achieve full hardness. Electropolishing creates a smooth, sterile surface for medical applications. Powder coating adds color and additional protection for consumer products.
Contact Yigu Technology for Custom Manufacturing
Stainless steel stamping requires precision, experience, and the right equipment. At Yigu Technology, we specialize in custom metal stamping for automotive, medical, aerospace, and industrial clients. Our team helps you select the right stainless steel grade for your application. We design tooling that accounts for work hardening, springback, and galling. We run parts on modern presses with optimized lubrication and speed controls. Our quality control includes dimensional inspection, surface finish measurement, and material certification. Whether you need high-volume production or complex prototypes, we have the capabilities to deliver. Contact us today to discuss your project.