For engineers, manufacturers, and product developers, 3D printing thermoplastics promises speed, customization, and cost-efficiency—but the reality is often fraught with frustration. You’ve designed a part, chosen a thermoplastic, and hit “print,” only to end up with a prototype that cracks under stress, warps during cooling, or fails to meet your thermal resistance requirements. Maybe your print speed is glacial, or your support structures are impossible to remove without damaging the part. These headaches aren’t just time-wasters—they derail projects, inflate costs, and erode confidence in 3D printing as a viable manufacturing solution.
The good news? Most of these issues stem from avoidable mistakes in understanding material properties, choosing the wrong printing techniques, or misaligning the material with its intended application. In this guide, we’ll break down the science and practicalities of 3D printing thermoplastics, helping you select the right materials, optimize your processes, and achieve consistent, high-quality results.
Understanding Thermoplastic Material Properties: More Than Just “Plastic”
Thermoplastics are polymers that melt when heated and solidify when cooled—a reversible process that makes them ideal for 3D printing. But not all thermoplastics are created equal. Their material properties dictate how they perform during printing and in their final application. Let’s break down the critical properties you need to consider:
- Mechanical strength: This refers to a material’s ability to withstand force without breaking. For example, ABS (Acrylonitrile Butadiene Styrene) offers high mechanical strength and impact resistance, making it a favorite for automotive parts, while PLA (Polylactic Acid) is brittle by comparison, better suited for low-stress applications like architectural models.
- Thermal resistance: If your part will be exposed to heat (e.g., in aerospace components or engine parts), thermal resistance is non-negotiable. PEEK (Polyether Ether Ketone) can handle continuous use at temperatures up to 250°C, while PLA starts to soften at just 60°C—rendering it useless for high-heat environments.
- Chemical resistance: Parts used in industrial or medical settings often encounter solvents, oils, or disinfectants. Nylon (Polyamide), for instance, resists many chemicals, making it ideal for medical devices, while PLA dissolves in alcohol, limiting its use in sterile environments.
- Biocompatibility: For medical devices like surgical tools or custom implants, biocompatibility (the ability to interact with living tissue without causing harm) is mandatory. PEEK and certain nylons are FDA-approved for such applications, whereas ABS is not.
- Density and melting point: A material’s density affects weight (critical for aerospace components), while its melting point determines the printer temperature settings. For example, PETG (Polyethylene Terephthalate Glycol) has a lower melting point (around 250°C) than PEEK (343°C), making it compatible with more consumer-grade printers.
- Flexibility and durability: Flexibility is key for parts like hinges or gaskets—TPU (Thermoplastic Polyurethane) excels here, with rubber-like elasticity. Durability, or resistance to wear and tear, makes materials like polycarbonate (PC) ideal for consumer products that see heavy use.
The table below compares common 3D printing thermoplastics across key properties:
| Thermoplastic | Mechanical Strength (Tensile Strength) | Thermal Resistance (Max Continuous Use) | Biocompatibility |
| PLA | 30-60 MPa | Up to 60°C | Yes (but not for long-term implants) |
| ABS | 20-40 MPa | Up to 90°C | No |
| PETG | 40-55 MPa | Up to 80°C | Yes (food-safe grades) |
| Nylon (SLS) | 45-60 MPa | Up to 100°C | Yes (medical grades) |
| PEEK | 90-100 MPa | Up to 250°C | Yes (FDA-approved for implants) |
3D Printing Techniques for Thermoplastics: Choosing the Right Process
Even the best thermoplastic will fail if paired with the wrong printing technique. Each method has unique strengths, weaknesses, and ideal use cases. Let’s explore the most popular options:
Fused Deposition Modeling (FDM): The Workhorse of Thermoplastic Printing
Fused Deposition Modeling (FDM) is the most widely used 3D printing technique for thermoplastics, favored for its affordability and accessibility. Here’s how it works: a filament of thermoplastic is fed through a heated nozzle, melted, and extruded layer by layer onto a build plate. The nozzle moves horizontally, while the build plate lowers after each layer, building the part from the bottom up.
- Pros: Low cost (printers range from \(200 to \)10,000), supports a wide range of thermoplastics (PLA, ABS, PETG), and requires minimal post-processing.
- Cons: Lower resolution compared to other methods, with visible layer lines. Parts can warp if the build plate isn’t heated properly, and support structures (used for overhangs) are often made of the same material, making them hard to remove.
- Key settings to optimize:
- Layer thickness (0.1mm for detail, 0.3mm for speed)
- Nozzle size (0.4mm is standard; larger nozzles increase print speed but reduce detail)
- Infill patterns (honeycomb for strength-to-weight ratio, rectilinear for speed)
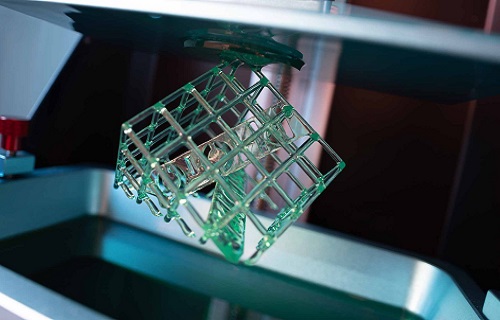
Stereolithography (SLA): Precision for Photopolymer Thermoplastics
While Stereolithography (SLA) is often associated with photopolymers, some thermoplastic-like resins (e.g., tough resins) mimic thermoplastic properties. SLA uses a UV laser to cure liquid resin layer by layer, resulting in extremely high detail.
- Pros: Exceptional surface finish and accuracy (layer thickness as low as 0.025mm), ideal for intricate prototyping or small customized products.
- Cons: Resins are more expensive than FDM filaments, and parts are often less durable than those printed with true thermoplastics. They also require post-curing under UV light.
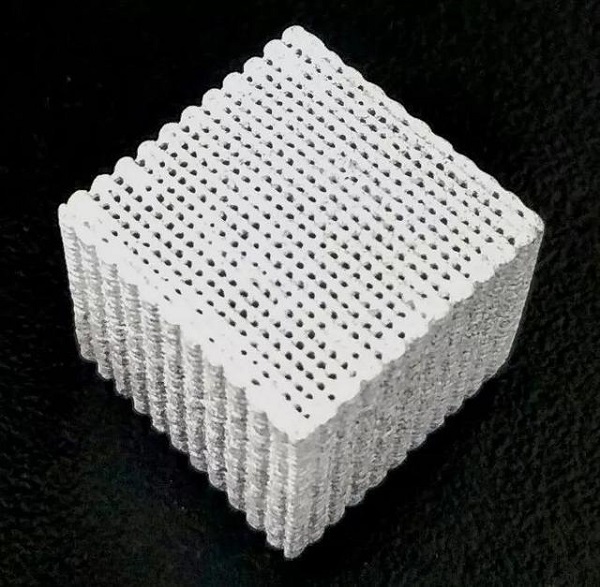
Selective Laser Sintering (SLS): No Supports Needed for Nylon Parts
Selective Laser Sintering (SLS) uses a laser to fuse powdered thermoplastics (most commonly nylon) into solid layers. Unlike FDM, SLS doesn’t require support structures because unsintered powder acts as a support.
- Pros: High mechanical strength in the final part, no need for supports, and excellent for complex geometries. Nylon parts printed via SLS are durable and flexible.
- Cons: Higher equipment costs (industrial SLS printers start at $100,000), and the process is slower than FDM for large parts.
Applications of 3D Printed Thermoplastics: Matching Material to Use Case
The true power of 3D printing thermoplastics lies in their versatility. From rapid prototyping to end-use industrial manufacturing, the right material and technique can transform your workflow. Let’s explore key applications:
Prototyping: Fast, Affordable, and Iterative
For product developers, 3D printed thermoplastics are a game-changer in prototyping. PLA is ideal for early-stage prototypes—cheap, easy to print, and quick to iterate. ABS or PETG step in for functional prototypes that need to withstand handling and basic stress tests. For example, a automotive engineer might use FDM-printed ABS to test a new dashboard clip design, iterating 5 times in a week at a fraction of the cost of traditional machining.
Industrial Manufacturing: From Jigs to End-Use Parts
In industrial manufacturing, 3D printed thermoplastics are replacing metal in non-structural components like jigs, fixtures, and even some end-use parts. SLS-printed nylon fixtures, for instance, are lighter than metal, resistant to chemicals, and can be customized for specific assembly lines—reducing worker fatigue and improving efficiency. A study by McKinsey found that manufacturers using 3D printed thermoplastic tooling reduced lead times by 70% and costs by 50% compared to metal alternatives.
Medical Devices: Custom Solutions for Patient Care
The medical devices sector relies heavily on 3D printed thermoplastics for their biocompatibility and ability to create patient-specific parts. SLS-printed nylon is used for custom orthopedic braces, while PEEK—with its bone-like density and strength—is 3D printed into spinal implants and cranial plates. These custom parts reduce surgery time and improve patient outcomes; a 2023 study in the Journal of Medical Engineering found that PEEK implants had a 30% lower rejection rate than traditional metal implants.
Aerospace and Automotive: Lightweighting for Efficiency
In aerospace components and automotive parts, every gram counts. 3D printed thermoplastics like PEEK and carbon-fiber-reinforced nylon offer high strength-to-weight ratios, reducing fuel consumption. Boeing, for example, uses 3D printed thermoplastic brackets in some aircraft, cutting part weight by 50% while maintaining structural integrity. In the automotive world, companies like BMW use SLS-printed nylon for air ducts and interior components, streamlining production and reducing inventory.
Yigu Technology’s Perspective: Partnering for Thermoplastic 3D Printing Success
At Yigu Technology, we’ve seen firsthand how 3D printing thermoplastics can revolutionize parts manufacturing—but only when material, technique, and application align. As a custom parts manufacturer, we prioritize understanding your unique needs: Is your part for a medical device requiring FDA-approved biocompatibility? Or an aerospace component needing extreme thermal resistance? Our engineers work with you to select the right thermoplastic (from PLA to PEEK), optimize printing techniques (FDM for speed, SLS for complexity), and ensure every part meets your specifications. We believe 3D printing is more than a technology—it’s a partnership to solve your toughest manufacturing challenges.
Frequently Asked Questions (FAQ)
- Which thermoplastic is best for high-temperature applications?
PEEK is the top choice, with a thermal resistance of up to 250°C. For less extreme needs (up to 100°C), nylon printed via SLS is a cost-effective alternative.
- Can 3D printed thermoplastics replace metal in industrial parts?
In many cases, yes—for non-structural parts like jigs, fixtures, or low-stress components. However, metal remains superior for high-load applications requiring extreme strength or heat resistance.
- How do I reduce warping in FDM-printed parts?
Warping occurs when layers cool unevenly. To fix it: use a heated build plate, enclose the printer to maintain ambient temperature, choose a thermoplastic with low shrinkage (like PETG over ABS), and adjust layer thickness to ensure proper adhesion.