Introduction
Injection molding is everywhere. It creates the smartphone case in your hand. It forms the dashboard in your car. It produces the syringe at your doctor's office. This manufacturing process is the unseen engine behind countless products we use daily.
Its power lies in efficiency. Injection molding mass-produces high-quality, complex parts with remarkable precision and low per-unit cost. According to industry reports, the automotive sector alone accounts for 30% to 40% of all injection-molded plastic products.
This guide walks you through the entire injection molding process—from material preparation to post-processing—and explores its applications across industries.
What Is Injection Molding?
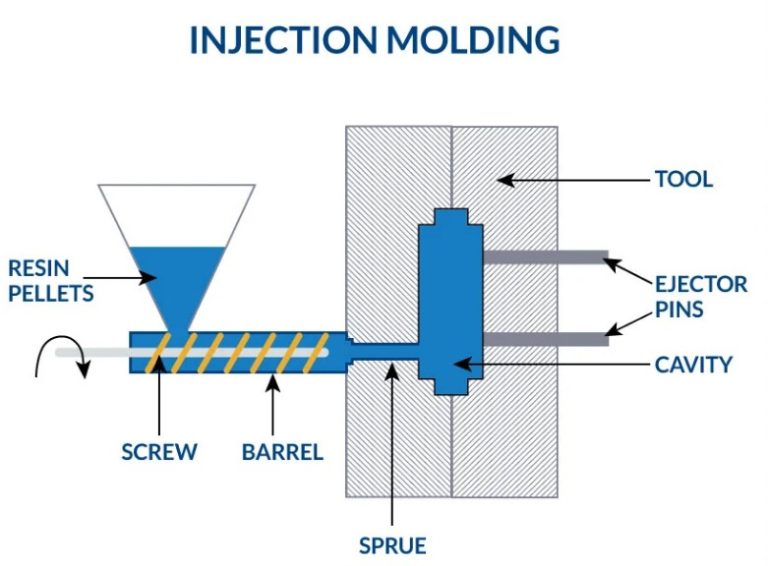
Injection molding is a manufacturing process where molten material—typically plastic—is injected under high pressure into a mold cavity. The material cools and solidifies, taking the shape of the mold. The mold opens, and the finished part is ejected.
The process produces complex shapes with tight tolerances. It is highly automated and efficient, making it ideal for high-volume production.
How Does the Injection Molding Process Work?
Step 1: Plastic Material Preparation
The process begins with raw material—plastic granules or powder—loaded into the hopper. Contamination at this stage can cause visible defects. Materials may be screened to remove oversized particles or impurities.
Drying: Hygroscopic plastics like nylon absorb moisture. Moisture causes bubbles and surface imperfections. Industry standards require moisture content below 0.05% for some high-performance plastics before processing.
Step 2: Heating and Melting
Material enters the heating zone of the injection unit. A screw or plunger propels it through the heated barrel. Temperatures are precisely controlled:
| Material | Melt Temperature Range |
|---|---|
| Polyethylene (PE) | 110 – 130°C |
| Polypropylene (PP) | 200 – 300°C |
| Polycarbonate (PC) | 260 – 340°C |
Step 3: Injection
Molten plastic is forced under high pressure into the closed mold cavity. Injection pressure typically ranges from 50 to 200 MPa . High-precision medical parts may require control within ±5 MPa .
Injection speed: Typically 50 to 100 mm/s for medium-sized parts. Too slow causes incomplete filling (short shots). Too fast causes air entrapment or material degradation.
Step 4: Cooling and Solidification
Cooling channels circulate coolant—water or specialized fluids—through the mold. Cooling rate affects final quality.
- Slow cooling: Large crystal formation in semi-crystalline plastics, affecting mechanical properties and surface finish
- Rapid cooling: Internal stresses causing warping or cracking
An automotive interior panel may require 30 to 60 seconds cooling time for optimal quality.
Step 5: Mold Opening and Part Ejection
The mold opens. Ejector pins push the part out. Ejection force must be calibrated:
- Small plastic toy: 50 – 100 Newtons
- Large automotive part: Several hundred Newtons
Release agents—silicone-based sprays—may be applied to the mold surface before injection to facilitate ejection. Excessive use leaves residues, problematic for food-contact applications.
Step 6: Post-Processing
Post-processing transforms the molded part into a market-ready product:
- Flash removal: Thin excess plastic around edges
- Trimming: Removing excess material
- Finishing: Painting, plating, texturing
What Are the Key Applications?
Consumer Electronics
Injection molding dominates consumer electronics production.
Mobile phone cases: Wide variety of shapes, colors, textures. Precision ensures perfect fit for protection.
Computer accessories: A standard keyboard has over 100 keys, all efficiently mass-produced through injection molding. Consistency in size and shape enables features like backlighting and ergonomic designs.
Automotive Industry
The automotive industry is the largest consumer of injection-molded plastics.
Dashboard assemblies: Complex structures requiring multiple parts molded separately. High dimensional accuracy ensures seamless fit.
Headlight housings: High-performance plastics with heat resistance and impact strength. Precise shaping to fit vehicle design.
Medical Equipment
Injection molding enables mass production with strict quality control.
Syringes: Consistent wall thickness essential for accurate dosing. Precision ensures reliable performance.
Medical instrument housings: Blood glucose monitors, ultrasound devices. Must be sterile, lightweight, durable. Injection-molded plastics withstand autoclaving and gamma irradiation.
Daily Necessities
Injection molding produces countless everyday items.
Plastic bottle caps: Precise threading and seals ensure airtight, leak-proof closures.
Kitchen utensils: Spoons, forks, spatulas with comfortable grips and heat-resistant properties.
Toys: Action figures, building blocks with intricate details and bright colors.
What Are Common Problems and Solutions?
| Problem | Cause | Solution |
|---|---|---|
| Short shots (incomplete filling) | Low injection pressure, insufficient material, improper temperature | Increase injection pressure, check material supply, adjust temperature |
| Dimensional deviation | Incorrect mold design, inconsistent cooling | Optimize mold design, ensure uniform cooling, calibrate machine |
| Warping | Uneven cooling, internal stresses | Balance cooling channels, adjust mold temperature |
| Flash | Excessive injection pressure, mold wear | Reduce pressure, inspect and repair mold |
| Sink marks | Insufficient holding pressure, thick sections | Increase holding pressure, design uniform wall thickness |
How to Choose the Right Plastic Material?
Consider Product Requirements
- High-temperature resistance: Polycarbonate (PC), polysulfone (PSU)
- Toughness: Nylon (PA) for impact resistance
- Chemical resistance: Polypropylene (PP), polyethylene (PE)
Consider Mechanical Properties
Evaluate tensile strength, impact resistance, and flexibility against application needs.
Consider Cost
| Material Type | Cost | Applications |
|---|---|---|
| Commodity plastics (PE, PP) | Lower | Large-scale production, general use |
| Engineering plastics (PC, PA) | Higher | Superior performance, specialized applications |
What Factors Matter in Mold Design?
Product Shape
Complex shapes may require side cores or slides to create undercuts. Mold must accommodate all geometric features.
Size Precision
Mold must achieve required tolerances. Precision machining—CNC, EDM—creates accurate cavities.
Demolding Methods
- Ejector pins: Most common
- Air ejection: For delicate parts
- Hydraulic ejection: For large or complex parts
Gating System Design
The runner and gate system directs molten plastic flow. Proper design ensures even filling of the mold cavity, preventing flow marks and weld lines.
What Does a Real-World Example Look Like?
A medical device manufacturer needed to produce 2 million syringes annually. The critical requirement was consistent wall thickness for accurate dosing.
Material selection settled on medical-grade PP for its chemical resistance and sterilization compatibility. The mold was designed with a multi-cavity layout—eight syringes per cycle. Cooling channels were optimized for uniform cooling to prevent warping.
Process parameters: melt temperature 220°C, injection pressure 120 MPa, cooling time 15 seconds. The result: syringes with ±0.05 mm wall thickness tolerance. Scrap rate was under 1%. Production met volume targets with consistent quality.
Conclusion
Injection molding is a cornerstone of modern manufacturing. The process involves six key steps: material preparation, heating and melting, injection, cooling, mold opening and ejection, and post-processing.
Applications span consumer electronics, automotive, medical equipment, and daily necessities. Each industry demands specific material properties and quality standards.
Common problems—short shots, dimensional deviation, warping—have known solutions through parameter adjustment, mold optimization, and process control.
Material selection requires balancing product requirements, mechanical properties, and cost. Mold design must account for product shape, precision, demolding methods, and gating systems.
When executed correctly, injection molding delivers high-quality, complex parts at scale—making it indispensable to global manufacturing.
FAQ
What are the common problems in injection molding and how to solve them?
Short shots (incomplete filling) are solved by increasing injection pressure, checking material supply, or adjusting temperature. Dimensional deviation requires mold design optimization, uniform cooling, and machine calibration. Warping is minimized by balancing cooling channels and adjusting mold temperature. Flash is reduced by lowering injection pressure or repairing mold seals.
How to choose the right plastic material for injection molding?
Consider product requirements first. High-temperature applications need PC or PSU. Toughness requires nylon. Chemical resistance calls for PP or PE. Evaluate mechanical properties—tensile strength, impact resistance. Balance cost: commodity plastics (PE, PP) are cost-effective for large-scale production; engineering plastics (PC, PA) offer superior performance at higher cost.
What factors need to be considered in the design of injection molds?
Product shape determines whether side cores or slides are needed for undercuts. Size precision requires accurate cavity machining. Demolding methods—ejector pins, air ejection, hydraulic ejection—must be planned. Gating system design ensures even filling, preventing flow marks and weld lines.
What is the typical injection pressure range for injection molding?
Injection pressure typically ranges from 50 to 200 MPa . High-precision medical parts may require control within ±5 MPa. Pressure selection depends on material viscosity, part complexity, and mold design.
Why is drying important for some plastic materials before injection molding?
Hygroscopic plastics like nylon absorb moisture from the air. During processing, moisture turns to steam, creating bubbles, voids, and surface imperfections. Drying reduces moisture content to below 0.05% for high-performance materials, preventing these defects.
Contact Yigu Technology for Custom Manufacturing
At Yigu Technology , we specialize in injection molding for custom plastic and metal parts. Our advanced injection molding machines handle a wide range of materials—from commodity plastics to engineering resins.
Our professional team manages every aspect: mold design, process optimization, quality control, and post-processing. We serve automotive, medical, electronics, and consumer goods industries.
Whether you need prototyping or large-scale production, we deliver high-quality parts that meet your specifications.
Contact Yigu Technology today to discuss your injection molding project.







