Introduction
What is PP Plastic Injection Molding?
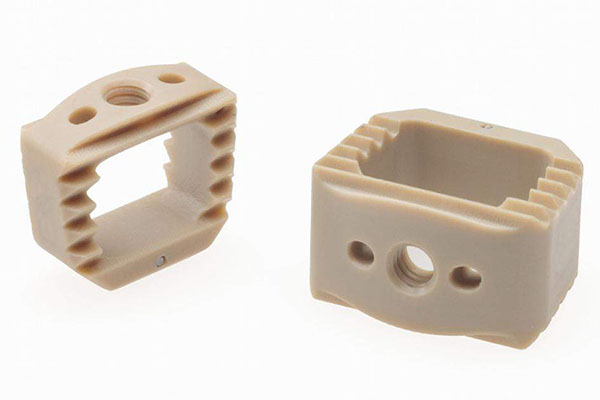
PP plastic injection molding, short for Polypropylene plastic injection molding, is a manufacturing process that involves melting polypropylene pellets and injecting the molten plastic into a mold cavity. Once inside the mold, the plastic cools and solidifies, taking on the precise shape of the mold. This process is highly versatile and is widely used in a vast array of industries, from automotive to consumer goods, due to its ability to produce high - volume, complex - shaped parts with consistent quality.
Polypropylene is a thermoplastic polymer known for its excellent chemical resistance, high strength - to - weight ratio, and good heat resistance. These properties make it an ideal choice for injection molding, as it can withstand the high - pressure and high - temperature conditions of the process while maintaining its integrity. In the manufacturing landscape, PP plastic injection molding holds a significant position. It accounts for a substantial portion of the plastic molding market, with the global injection molding market for plastics being valued at a multi - billion - dollar industry and constantly growing.
Key Aspects of PP Plastic Injection Molding
The Injection Molding Process in Detail
- Raw Material Preparation: High - quality polypropylene pellets are the starting point. These pellets should be free from impurities. Sometimes, additives like colorants, stabilizers, or fillers may be mixed with the PP pellets. For example, if you want a specific color for your product, color masterbatch pellets are blended with the base PP pellets in the right proportion. The mixing process is crucial as it ensures uniform distribution of the additives throughout the plastic mass.
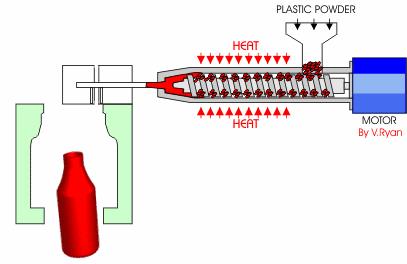
- Heating and Melting: The mixed raw materials are fed into the hopper of the injection molding machine and then into the heating barrel. Inside the barrel, the temperature is gradually increased to the melting point of PP, which is typically in the range of 160 - 175°C. The heating elements, usually electrical heaters, surround the barrel and transfer heat to the plastic. As the temperature rises, the solid PP pellets transform into a viscous, molten state, ready for injection.
- Injection: A reciprocating screw in the injection unit of the machine plays a key role here. The screw rotates, pushing the molten plastic forward and building up pressure. Once sufficient pressure is achieved, the molten plastic is forcefully injected through a nozzle and into the mold cavity. The injection pressure can range from 100 - 200 MPa, depending on factors like the complexity of the mold and the desired part quality.
- Cooling and Solidification: After injection, the mold is cooled. Cooling channels are designed within the mold, through which a coolant (usually water) circulates. As heat is transferred from the molten plastic to the coolant, the plastic cools and solidifies, taking the shape of the mold cavity. The cooling time varies but can range from a few seconds to several minutes, depending on the part thickness and the material properties. Thicker parts generally require longer cooling times to ensure complete solidification.
- Mold Opening and Part Ejection: Once the plastic has solidified, the mold opens. Ejector pins, which are located in the mold, push the solid part out of the mold cavity. The part is then removed from the machine, either manually or using automated equipment like robotic arms.
- Post - Processing: Some parts may require post - processing operations. This can include trimming excess plastic (flash), polishing the surface for a better finish, or performing secondary operations like assembly with other components. For example, if the molded part has small runners or gates that are left over from the injection process, they are trimmed off to give the part its final shape.
PP Plastic: Properties and Advantages
- Chemical Resistance: PP plastic is highly resistant to a wide range of chemicals, including acids, alkalis, and many organic solvents. This makes it suitable for applications in the chemical, pharmaceutical, and food industries. For instance, it can be used to make chemical storage containers, as it will not corrode or degrade when in contact with various chemicals. In the food industry, PP is used for food packaging because it does not react with food products, ensuring food safety and freshness.
- High Melting Point: With a melting point in the range of 160 - 175°C, PP can withstand relatively high temperatures without deforming. This property allows it to be used in applications where heat resistance is required, such as in microwave - safe food containers. You can safely heat food in a PP - made container in the microwave without worrying about the container melting.
- Good Mechanical Properties: PP has a good strength - to - weight ratio. It is lightweight, with a density of around 0.9 g/cm³, yet it has sufficient mechanical strength for many applications. It also has good fatigue resistance, which means it can withstand repeated stress cycles without failure. In the automotive industry, PP is used to make parts like bumpers, interior trims, and under - the - hood components. Its lightweight nature helps in reducing the overall weight of the vehicle, thereby improving fuel efficiency, while its mechanical properties ensure durability.
- Low Moisture Absorption: PP has a very low moisture absorption rate. This property makes it ideal for applications where moisture can cause problems, such as in electronic components. Moisture - sensitive electronic parts can be safely enclosed in PP housings, protecting them from humidity - related damage.
Equipment Used in PP Plastic Injection Molding
- Injection Molding Machine: The injection molding machine is the heart of the PP plastic injection molding process. It consists of several key components:
- Injection Unit: This is responsible for melting the plastic and injecting it into the mold. It includes the hopper, heating barrel, screw, and nozzle. When choosing an injection molding machine, consider the injection volume (the amount of plastic it can inject in one cycle), injection pressure, and injection speed. For large - scale production of small - sized PP parts, a high - speed injection molding machine with a relatively small injection volume may be suitable.
- Clamping Unit: This unit holds the mold closed during the injection and cooling phases. The clamping force of the machine should be sufficient to prevent the mold from opening under the high injection pressure. The clamping force is calculated based on the projected area of the part in the mold and the injection pressure. For example, if you are molding a large - sized PP part with a large projected area, you will need a machine with a high clamping force.
- Mold: The mold determines the final shape of the PP part. Molds can be single - cavity or multi - cavity. A single - cavity mold produces one part per cycle, while a multi - cavity mold can produce multiple parts simultaneously, increasing production efficiency. Molds are typically made of steel or aluminum. Steel molds are more durable and suitable for high - volume production, while aluminum molds are lighter and may be more cost - effective for low - volume production or for parts with complex geometries that are easier to machine in aluminum. When designing a mold for PP plastic injection molding, factors such as draft angles (to allow the part to be easily removed from the mold), gate design (the point where the molten plastic enters the mold cavity), and cooling channels (to ensure efficient cooling) need to be carefully considered.
Tips for a Successful PP Plastic Injection Molding Project
Material Selection Considerations
When choosing PP plastic for injection molding, several factors need to be considered. First, the product's end - use determines the appropriate grade of PP. For applications that require high impact resistance, such as automotive bumpers, high - impact - grade PP is essential. This grade contains additives or copolymer structures that enhance its toughness. On the other hand, if the product needs excellent stiffness, like in some industrial components, a high - stiffness grade of PP should be selected.
Additives also play a crucial role. Stabilizers are often added to protect the PP from degradation due to heat, light, or oxidation during the injection molding process and throughout the product's lifespan. UV stabilizers are necessary for products that will be exposed to sunlight, such as outdoor furniture. Colorants can be added to achieve the desired aesthetic appearance. However, it's important to ensure that the colorants are compatible with the PP and do not negatively affect its mechanical properties. Fillers like talc or glass fibers can be incorporated to improve the material's strength, stiffness, or dimensional stability. For example, adding glass fibers to PP can significantly increase its tensile strength, making it suitable for load - bearing applications.
Mold Design Best Practices
Mold design is the foundation of a successful PP plastic injection molding process. A well - designed mold can reduce production costs, improve part quality, and increase production efficiency.
Draft Angles: Draft angles are crucial in mold design. They are the angles given to the vertical walls of the mold cavity. A minimum draft angle of 0.5 - 1° is recommended for PP plastic. This allows the molded part to be easily ejected from the mold without causing damage. Without proper draft angles, the part may stick to the mold, leading to deformation or breakage during ejection.
Gate Design: The gate is the point where the molten plastic enters the mold cavity. Different types of gates, such as side gates, point gates, and submarine gates, have their own advantages. For small and high - precision parts, point gates are often preferred as they provide better control over the flow of the molten plastic and result in a small gate vestige that can be easily removed. Side gates are suitable for larger parts with simple geometries, as they are easier to manufacture and can handle a larger volume of plastic flow.
Cooling Channels: Efficient cooling is essential to reduce the cycle time and ensure uniform cooling of the part. Cooling channels should be designed to evenly distribute the coolant around the mold cavity. The distance between the cooling channels and the mold cavity walls should be optimized. A general rule is to keep the distance between 1.5 - 2 times the diameter of the cooling channel. This ensures that the heat is effectively transferred from the molten plastic to the coolant, preventing hot spots and reducing the risk of warping.
Process Parameter Optimization
Optimizing injection molding process parameters is key to producing high - quality PP parts with minimal defects.
- Temperature: The barrel temperature should be carefully set. The feed zone temperature can be set relatively low, around 150 - 160°C, to prevent premature melting of the PP pellets and ensure smooth feeding. The middle and front zones of the barrel should be at higher temperatures, typically 170 - 180°C, to fully melt the plastic. The mold temperature also affects the part quality. For PP, a mold temperature in the range of 30 - 60°C is common. A lower mold temperature can lead to faster cooling, but it may also increase the risk of flow marks and poor surface finish. A higher mold temperature can improve the surface finish and reduce internal stresses, but it may increase the cycle time.
- Pressure: Injection pressure is crucial for filling the mold cavity. The initial injection pressure should be high enough to quickly fill the mold, but not too high to cause flash or over - packing. For simple PP parts, an injection pressure of 100 - 120 MPa may be sufficient. However, for complex parts with thin walls or long flow paths, the injection pressure may need to be increased to 150 - 200 MPa. After the mold is filled, the holding pressure is applied to compensate for the shrinkage of the plastic as it cools. The holding pressure is usually lower than the injection pressure, around 60 - 80% of the injection pressure.
- Speed: The injection speed affects the flow pattern of the molten plastic. A slow injection speed can lead to incomplete filling and short shots, especially for parts with complex geometries. A high injection speed can cause jetting, where the plastic shoots into the mold cavity in a non - uniform manner, leading to weld lines and other defects. For PP, a medium - high injection speed is often recommended, adjusted according to the part's size and complexity.
Yigu Technology's Perspective
As a non - standard plastic metal products custom supplier, Yigu Technology has in - depth insights into PP plastic injection molding. With years of experience in the field, we understand the criticality of every aspect of this process.
We emphasize the importance of precise material selection. By thoroughly analyzing the end - use requirements of our clients' products, we can choose the most suitable PP grades and additives, ensuring that the final products meet high - performance standards.
In terms of mold design, our team of experts is proficient in creating molds with optimal draft angles, gate designs, and cooling channels. This not only reduces production risks but also significantly improves production efficiency.
Yigu Technology also focuses on continuous innovation in process parameter optimization. By leveraging advanced monitoring and control systems, we can adjust temperature, pressure, and speed in real - time, resulting in high - quality PP products with minimal defects. Our rich experience and commitment to quality make us a reliable partner for all your PP plastic injection molding needs.
FAQ about PP Plastic Injection Molding
1. How to choose the right PP plastic grade for my product?
- If your product requires high impact resistance, such as in automotive interior components that may be subject to accidental impacts, select a high - impact - grade PP. These grades often contain elastomeric additives or have a copolymer structure that enhances their toughness.
- For products that need high stiffness, like industrial machinery parts, a high - stiffness grade of PP with a higher crystallinity or reinforced with fillers (such as talc or glass fibers) would be more suitable. For example, a PP grade with 20 - 30% glass fiber reinforcement can significantly increase its stiffness.
- If the product will be exposed to sunlight, choose a PP grade with added UV stabilizers. And for applications in the food or medical industry, make sure to select a food - grade or medical - grade PP that meets the relevant safety and hygiene standards.
2. What is the typical cost structure of a PP plastic injection molding project?
- Mold Cost: This is often a significant upfront expense. The cost of a mold depends on its complexity, the number of cavities, and the material used (steel molds are more expensive than aluminum ones). For a simple single - cavity mold, it may cost a few thousand dollars, while a complex multi - cavity mold for high - volume production can cost tens of thousands or even hundreds of thousands of dollars.
- Raw Material Cost: The price of PP pellets can vary depending on the grade and market conditions. On average, commodity - grade PP pellets may cost around \(1 - \)2 per kilogram. High - performance or specialty - grade PP will be more expensive.
- Processing Cost: This includes the cost of operating the injection molding machine, labor, and energy. The processing cost per part is related to the cycle time of the injection molding process. A shorter cycle time generally means lower processing costs per part. For example, if the machine running cost is \(50 per hour and the cycle time is 30 seconds per part, the processing cost per part for the machine operation is \)0.42 ($50 / (3600 / 30)). Labor cost also needs to be factored in, which can vary by region and the level of automation of the production line.