Introduction
Have you ever wondered how car panels, aluminum cans, or metal brackets are made? The answer often lies in forming machining. Unlike cutting or drilling, which remove material, forming machining shapes materials by bending, stretching, or compressing them. The material does not get cut away—it gets pushed into a new shape. This approach is fast, efficient, and widely used across industries. In this guide, we will cover the key processes, materials, tools, and advantages so you can understand whether forming machining fits your project.
What Is Forming Machining?
Forming machining is a group of manufacturing processes that reshape solid materials using force. The material undergoes plastic deformation, meaning it is pushed beyond its elastic limit and permanently takes a new shape.
The key advantage? Very little material is wasted. Unlike machining, which generates chips and scrap, forming preserves most of the original material. It also improves material strength. Processes like rolling or forging align the metal’s internal grain structure, making the final part more durable.
Think of a stainless steel spoon. It is not carved from a solid block. Instead, a flat sheet of metal is pressed into a spoon shape using a stamping process. That is forming machining in action—fast, efficient, and strong.
What Are the Two Main Categories?
Forming machining splits into two broad categories. Each serves different types of materials and end products.
Bulk Forming: Shaping Solid Blocks
Bulk forming works with thick, solid materials like metal bars, ingots, or billets. The goal is to compress or squeeze the material into a new shape. Common processes include:
- Forging: Using hammers or presses to shape metal. Hot forging (above recrystallization temperature) works for large parts like crankshafts. Cold forging (at room temperature) works for smaller parts like bolts.
- Rolling: Passing metal through rotating rolls to reduce thickness or create shapes like I-beams or sheets.
- Extrusion: Pushing metal through a die to create long, uniform parts like aluminum window frames.
- Drawing: Pulling metal through a die to make thin wires or tubes.
A heavy equipment manufacturer used hot forging for excavator bucket teeth. According to the American Forging Association, forging aligned the steel’s grain structure, making the teeth 30% more wear-resistant than cast alternatives.
Sheet Metal Forming: Shaping Thin Sheets
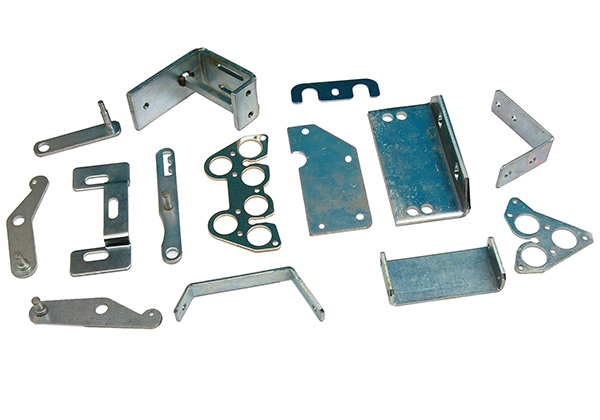
Sheet metal forming works with flat sheets, typically less than 6 mm thick. It is ideal for complex shapes like car body panels, computer cases, and food cans.
- Bending: Using a press brake to fold sheet metal into angles. A common challenge is springback, where the metal slightly returns to its original shape. Over-bending compensates for this.
- Stamping: Using a punch and die to cut or shape sheet metal in one step. It is used for high-volume parts like washers or door handles.
- Deep Drawing: Pulling a sheet metal blank into a die to create hollow parts like aluminum cans or pots.
- Shearing and Punching: Cutting sheet metal into shapes. Shearing cuts straight lines. Punching creates holes.
| Process | Key Use Case | Material Thickness | Common Metals |
|---|---|---|---|
| Bending | Brackets, frames | 0.5–6 mm | Steel, aluminum |
| Stamping | Washers, car parts | 0.1–3 mm | Steel, copper |
| Deep Drawing | Cans, pots | 0.2–2 mm | Aluminum, steel |
| Shearing | Cutting sheets to size | 0.1–10 mm | Steel, stainless |
How Do Different Metals Behave?
Not all metals form the same way. Matching the process to the material is essential.
Steel
Steel is strong and durable. Hot forging works for large, load-bearing parts like truck axles. Cold forging is used for smaller, high-strength parts like screws.
Aluminum
Aluminum is lightweight and easily extruded. Aluminum extrusion is the go-to process for window frames, bike frames, and heat sinks. It creates complex cross-sections quickly.
Titanium
Titanium is strong but brittle at room temperature. Superplastic forming heats titanium to 800–900°C, making it flexible enough for complex aerospace parts like jet engine components.
Stainless Steel and Brass
Hydroforming uses high-pressure fluid to press metal into a die. It works well for metals that are hard to form with traditional methods. Car exhaust systems and bicycle frames are common applications.
Small, Complex Parts
For tiny, intricate parts like watch gears or medical implants, Metal Injection Molding (MIM) is ideal. It mixes metal powder with plastic, injects the mixture into a mold, and then sinters it. According to the Metal Powder Industries Federation, MIM achieves tolerances as tight as ±0.1 mm, making it 50% more precise than traditional machining for small components.
What Tools Are Essential?
Forming machining relies on specialized equipment.
Dies and Molds
These are custom tools that give the material its final shape. An extrusion die has a hole shaped like the desired part. A mold for MIM is a cavity that holds the metal-plastic mixture.
Quality matters. A well-made steel die can last over 100,000 cycles. A low-quality die may fail after 10,000 cycles, adding significant production cost.
Presses
Presses apply the force needed to shape materials. They range from small bench presses to high-tonnage machinery capable of 10,000 tons for forging large parts like ship propellers.
Hammers
Used in forging to strike hot metal. Drop hammers rely on gravity for heavy-duty work. Air hammers offer more precision for smaller parts.
Rolls
Used in rolling processes. Flat rolls create sheets. Shaped rolls create I-beams and other profiles.
Mandrels
Cylindrical tools used in drawing or extrusion to create holes or hollow sections.
How Does Forming Compare to Other Methods?
Choosing the right manufacturing method depends on your production volume, part complexity, and budget.
Key Advantages of Forming Machining
- High production rate: Processes like stamping can produce hundreds of parts per minute.
- Material savings: Scrap can be reduced by up to 90% compared to subtractive machining, according to the Society of Manufacturing Engineers.
- Net-shape or near-net-shape: Many parts require little to no finishing.
- Improved strength: Forming aligns grain structure. A forged steel part can have up to 20% higher tensile strength than a cast part.
- Cost-effective at volume: Tooling costs are high upfront, but per-part costs drop significantly at scale.
| Method | Best For | Cost Per Part (High Volume) | Strength | Scrap Rate |
|---|---|---|---|---|
| Forming Machining | Mass production | Low ($0.10–$5) | High | Low (<5%) |
| Subtractive Machining | Small batches, complex parts | High ($5–$50) | Medium | High (20–50%) |
| Additive Manufacturing | Prototypes, very small batches | Very High ($50–$500) | Low–Medium | Low (<10%) |
When to Choose Something Else
- Small batches: For 1–100 parts, additive manufacturing avoids expensive tooling.
- Complex internal features: Subtractive machining (CNC) handles holes and channels that forming cannot easily create.
What Are Common Challenges?
Even with the right process, forming machining has hurdles.
Springback
When metal is bent, it tends to spring back slightly toward its original shape. Over-bending compensates for this. For aluminum, which has high springback, using a bottoming technique—pressing the metal fully to the die—can reduce springback by up to 80%.
Tooling Cost
Dies and molds require significant upfront investment. For new products with uncertain demand, this can be a barrier.
Material Limitations
Some metals are difficult to form at room temperature. Titanium requires superplastic forming at high temperatures. High-strength steels may need specialized equipment.
How Does Yigu Technology Approach Forming Machining?
At Yigu Technology, we see forming machining as a powerful tool for high-quality, cost-effective production. We help clients select the right processes based on their materials, volumes, and performance needs.
A Real-World Example
An electric vehicle manufacturer needed battery trays that were both lightweight and strong. They initially used subtractive machining, which generated significant scrap and took longer per part. We helped them switch to hydroforming. The result: 85% less scrap and 15% stronger parts—critical for EV safety and range.
We Focus on Optimization
Our engineers evaluate material behavior, tooling requirements, and production volumes. We recommend processes that balance quality with cost. For high-volume runs, we invest in durable tooling. For lower volumes, we suggest approaches that minimize upfront expense.
We Stay Current with Technology
Automation and AI are changing forming machining. Integrated press controls can reduce springback errors by up to 40%. New materials like high-strength aluminum alloys are expanding what is possible.
Conclusion
Forming machining is a family of processes that shape materials through force rather than cutting. It offers high production rates, excellent material utilization, and parts with improved strength. From forging steel components to extruding aluminum frames, it is the backbone of many industries.
Understanding the processes, materials, and tools involved helps you make informed decisions. Whether you are producing thousands of identical parts or looking for a cost-effective alternative to machining, forming machining deserves serious consideration.
Frequently Asked Questions
What is the difference between hot working and cold working in forming?
Hot working is done above the metal’s recrystallization temperature (e.g., 1,200°C for steel). The metal is soft and easy to shape. Cold working is done at room temperature. It strengthens parts through work hardening but can cause springback.
Can forming machining be used for non-metallic materials?
Yes. Forming also works for plastics (injection molding), glass (blowing), and ceramics (pressing and sintering). The core principle—shaping through force—remains the same.
How much does it cost to start using forming machining?
Costs vary widely. A small press brake for bending sheet metal may cost $10,000–$50,000. A high-tonnage forging press can cost $500,000–$2 million. For small businesses, outsourcing initial tooling reduces upfront investment.
Is forming machining environmentally friendly?
Compared to subtractive machining, yes. It produces less scrap, reducing waste. Shaping material with force is also more energy-efficient per part than cutting it away. Many manufacturers recycle the small amount of scrap that is generated.
What is the most precise forming process?
Metal Injection Molding (MIM) is among the most precise, with tolerances as tight as ±0.1 mm. It is ideal for tiny, complex parts like medical implants or watch components.
Contact Yigu Technology for Custom Manufacturing
Ready to explore forming machining for your next project? Yigu Technology provides custom manufacturing solutions for plastic and metal parts. Our engineers help you select the right processes, optimize your designs, and deliver quality components on time. Contact us today to discuss your requirements.