Introduction to Thermoset Injection Molding
Thermoset injection molding is a specialized manufacturing process that plays a crucial role in the production of a wide range of high - performance components. It involves injecting a molten thermosetting material into a mold cavity, where it undergoes a chemical reaction under heat and pressure, resulting in a permanent and irreversible curing process. This curing transforms the material from a malleable state into a rigid, cross - linked structure, endowing the final product with unique properties.
Importance in Manufacturing
- High - Performance Applications: Thermoset injection molding is highly valued in industries such as aerospace, automotive, and electronics. In aerospace, for example, components made through this process are used in aircraft interiors, engine parts, and structural components. Their high - temperature resistance, dimensional stability, and excellent mechanical properties make them ideal for these demanding applications. In a study by the American Composites Manufacturers Association, over 30% of aerospace - grade thermoset components are produced using injection molding techniques.
- Cost - Efficiency in Mass Production: For large - scale production, thermoset injection molding offers significant cost - savings. Once the initial mold is developed, the process allows for rapid production of identical parts. A comparison between injection molding and other molding methods, like compression molding, shows that injection molding can produce up to 5 - 10 times more parts per hour in some cases, depending on the complexity of the part. This high production rate reduces the per - unit cost, making it an attractive option for manufacturers aiming to produce large volumes of high - quality products.
- Design Flexibility: The process enables the creation of complex geometries with high precision. Manufacturers can produce parts with intricate details, undercuts, and thin walls, which might be challenging or impossible to achieve with other molding methods. This design flexibility allows for the innovation of new product designs and the optimization of component functionality.
The Process Step - by - Step
Material Preparation
Commonly used thermosetting materials in injection molding include phenolic resins, epoxy resins, and unsaturated polyester resins. For example, phenolic resins are well - known for their high - temperature resistance and excellent electrical insulation properties, making them ideal for applications in electrical components. Epoxy resins, on the other hand, offer outstanding adhesion and mechanical strength, which is why they are often used in the aerospace and automotive industries for bonding and structural applications.
Before the injection molding process, proper material preparation is crucial. Drying treatment is essential for most thermosetting materials. Moisture in the material can cause defects such as voids, blisters, or poor surface finish in the final product. For instance, epoxy resins should be dried at a specific temperature, typically around 80 - 120°C, for a certain period, usually 2 - 4 hours, depending on the resin type and the moisture content. This drying process can be carried out in an oven or a desiccator.
Additive mixing is another important aspect. Additives such as fillers, pigments, and curing agents are often added to the base resin to modify its properties. Fillers like glass fibers can significantly enhance the mechanical strength of the final product. A study showed that adding 30% glass fiber by weight to a thermosetting resin can increase its tensile strength by up to 200%. Pigments are added to achieve the desired color, and curing agents are used to initiate and control the curing reaction. The mixing of these additives should be uniform to ensure consistent product quality. High - shear mixers or twin - screw extruders are commonly used equipment for additive mixing to achieve the required homogeneity.
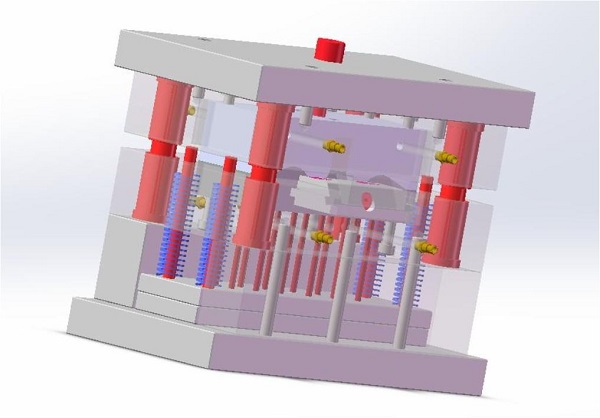
Machine Setup
The injection molding machine consists of several key components. The barrel is where the thermosetting material is heated and melted. It is equipped with heating elements, usually electric heaters, which can heat the barrel to the required processing temperature. For example, when processing phenolic resins, the barrel temperature may need to be set in the range of 180 - 220°C. The screw plays a vital role in conveying, melting, and mixing the material. It rotates inside the barrel, pushing the material forward and subjecting it to shear forces that aid in melting and homogenization. Different screw designs are available, depending on the material and the processing requirements. A general - purpose screw may be suitable for a wide range of thermosetting materials, but for materials with specific characteristics, such as high - viscosity resins, a specialized screw with a higher compression ratio may be required.
The mold is the cavity that gives the final product its shape. It is designed based on the product's geometry and must be precisely machined to ensure accurate replication. The mold is also equipped with cooling channels to control the temperature during the molding process.
Machine parameter setting is a critical step. Temperature settings are crucial not only for the barrel but also for the mold. The mold temperature affects the curing rate and the surface finish of the product. For example, a higher mold temperature can lead to faster curing but may also cause surface defects if not properly controlled. In the case of epoxy - based thermosets, a mold temperature of 120 - 150°C is often recommended. Pressure settings include injection pressure, holding pressure, and clamping pressure. Injection pressure is required to force the molten material into the mold cavity. The injection pressure typically ranges from 50 - 200 MPa, depending on the complexity of the mold, the viscosity of the material, and the size of the product. Holding pressure is applied after injection to compensate for the shrinkage of the material during curing. Clamping pressure is used to keep the mold closed during the injection and curing process, preventing the escape of the molten material.
Injection speed also needs to be carefully adjusted. A too - slow injection speed may result in incomplete filling of the mold, while a too - fast speed can cause air entrapment, flash, or other defects. The optimal injection speed is usually determined through trial - and - error or by using simulation software, which can predict the flow behavior of the molten material in the mold.
Injection Phase
During the injection phase, the molten thermosetting material is injected into the mold cavity under high pressure. The injection system of the molding machine, which consists of the barrel, screw, and nozzle, forces the material through the sprue, runner, and gate into the mold. To ensure uniform filling of the mold, several factors need to be considered.
The gate design is crucial. The gate is the small opening through which the molten material enters the mold cavity. Different gate types, such as edge gates, pin gates, and film gates, can be used depending on the product's shape and size. For example, an edge gate is suitable for simple - shaped products, while a pin gate is often used for small, intricate parts. The size and location of the gate can affect the flow pattern of the material. A well - designed gate can help to distribute the material evenly in the mold, reducing the risk of flow marks, weld lines, and other defects.
The flow path of the material in the mold also needs to be optimized. Long and complex flow paths can lead to pressure drops and uneven filling. Designers may use techniques such as adding flow channels or using a runner system with a proper cross - sectional area to minimize these issues. Simulation software can be used to analyze the flow path and predict potential problems before the actual molding process.
Air venting is another important aspect. As the molten material fills the mold, air needs to be vented out to prevent air entrapment, which can cause voids or burn marks in the product. Molds are usually designed with small vents at strategic locations, such as the edges or the corners of the cavity, to allow the air to escape.
Curing Stage
The curing stage is a unique and critical part of the thermoset injection molding process. Thermosetting plastics undergo a chemical reaction during curing, where the polymer chains cross - link to form a three - dimensional network structure. This cross - linking process is irreversible, which gives the final product its characteristic rigidity, heat resistance, and dimensional stability.
The curing process is mainly achieved by heating the mold. The curing temperature is carefully controlled based on the type of thermosetting material. For example, phenolic resins typically cure at temperatures between 150 - 200°C, while epoxy resins may cure at slightly lower temperatures, around 120 - 180°C. The curing temperature affects the curing rate and the final properties of the product. A higher temperature can speed up the curing process but may also lead to over - curing, which can cause brittleness or reduced mechanical properties.
Curing time is another crucial factor. It depends on the thickness of the product, the curing temperature, and the type of material. Thicker products generally require longer curing times. For a 5 - mm thick phenolic resin part, the curing time may be around 2 - 5 minutes at a curing temperature of 180°C. However, for a thinner part, the curing time can be significantly reduced. Precise control of the curing time is essential to ensure that the product is fully cured without wasting production time.
Ejection and Finishing
Once the curing process is complete, the molded product needs to be ejected from the mold. The ejection system of the injection molding machine, which usually consists of ejector pins, sleeves, or air ejection mechanisms, is used to push the product out of the mold cavity. The ejector pins are strategically placed in the mold to ensure that the product is ejected evenly without causing damage.
After ejection, the product may require finishing operations. Deburring is often necessary to remove any rough edges or flash that may have formed during the molding process. This can be done manually using tools such as files or sandpaper, or automatically using deburring machines. Sanding or grinding may be performed to improve the surface smoothness of the product. For products that require a specific surface appearance, surface coating can be applied. Coatings such as paints, varnishes, or electroplating can enhance the product's aesthetics, corrosion resistance, or wear resistance. For example, a plastic electrical component may be coated with a layer of insulating paint to improve its electrical performance and protect it from environmental factors.
Comparison with Other Molding Processes
Thermoplastic Injection Molding
Thermoplastic injection molding and thermoset injection molding have several key differences. Understanding these differences can help manufacturers choose the most suitable process for their specific applications.
| Aspect | Thermoset Injection Molding | Thermoplastic Injection Molding |
| Material Characteristics | - Thermosetting materials undergo an irreversible chemical cross - linking reaction during curing. - High - temperature resistance, with some materials able to withstand temperatures up to 300°C or more without significant degradation. - Once cured, they cannot be remelted or reshaped. | - Thermoplastic materials can be melted and solidified repeatedly. - Generally have lower heat resistance compared to thermosets, with most common thermoplastics having a maximum service temperature below 200°C. - Recyclable as they can be melted down and reused. |
| Molding Process | - The material is pre - heated to a semi - molten state and then injected into a pre - heated mold. - Curing occurs inside the mold under heat and pressure, which is a chemical reaction. - Longer cycle times due to the curing process, typically 30 seconds to several minutes depending on the part size and material. | - The plastic pellets are melted in the barrel of the injection molding machine and then injected into a cooled mold. - Solidification is a physical process based on cooling. - Shorter cycle times, often as short as 5 - 30 seconds for small to medium - sized parts. |
| Product Performance | - High - strength, rigid, and dimensionally stable products. - Excellent electrical insulation properties, making them suitable for electrical components. - Good chemical resistance in many cases. | - Varying degrees of strength and flexibility depending on the material. - Generally good electrical insulation, but may not be as high - performance as thermosets in some applications. - Some thermoplastics have good chemical resistance, while others are more sensitive. |
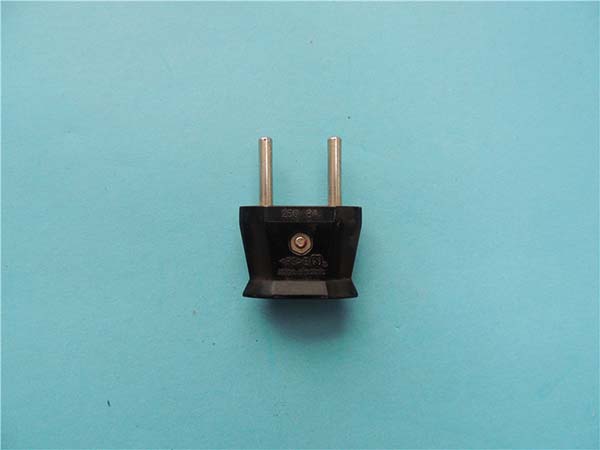
| Application Examples | - Electrical connectors, automotive engine parts, aerospace components. | - Consumer products like toys, packaging, and household appliances. |
Compression Molding
Compression molding is another common molding process, and comparing it with thermoset injection molding can provide insights into process selection.
Cost
- Initial Investment: Compression molding typically has a lower initial investment in terms of equipment and molds. The molds for compression molding are often simpler in design, which reduces the manufacturing cost. For example, a simple compression mold for a basic plastic part may cost 30 - 50% less than a comparable injection mold. However, for complex parts, the cost difference may be less significant as the complexity of the compression mold increases.
- Unit Cost: In low - volume production, compression molding can have a lower unit cost due to the lower initial investment. But as the production volume increases, thermoset injection molding becomes more cost - effective. A study showed that when producing more than 10,000 parts, the unit cost of thermoset injection molding can be 20 - 30% lower than compression molding due to its higher production efficiency.
Production Efficiency
- Cycle Time: Compression molding usually has a longer cycle time. The process involves placing the pre - heated material in the open mold, closing the mold, and applying pressure for curing. This manual or semi - manual operation and the relatively slow curing process contribute to a longer cycle. In contrast, thermoset injection molding is highly automated, and the injection and curing process can be completed more quickly. For small to medium - sized parts, the cycle time of thermoset injection molding can be 2 - 3 times shorter than compression molding.
- Production Volume: Thermoset injection molding is better suited for high - volume production. The high - speed and automated nature of the process allow for the production of a large number of parts in a short time. Compression molding is more suitable for low - to - medium volume production, where the simplicity of the process and lower initial investment are more important factors.
Product Quality
- Dimensional Accuracy: Thermoset injection molding generally offers higher dimensional accuracy. The high - pressure injection process can ensure that the material fills the mold cavity precisely, resulting in parts with tight tolerances. Compression molding may have slightly lower dimensional accuracy, especially for complex parts, due to the non - uniform material flow and pressure distribution during the molding process.
- Surface Finish: Injection - molded parts often have a smoother surface finish. The molten material is forced into the mold cavity, creating a more even surface. Compression - molded parts may have a slightly rougher surface, although post - processing techniques can be used to improve the surface quality.
Yigu Technology's View
As a non - standard plastic metal products custom Supplier, Yigu Technology has extensive experience in thermoset injection molding. We understand the criticality of each process step, from precise material preparation to the accurate control of curing parameters. Our expertise allows us to handle complex designs and strict quality requirements.
We pride ourselves on our state - of - the - art equipment and a team of skilled engineers. This enables us to optimize the injection molding process, reducing production costs without sacrificing quality. Whether it's developing custom molds or fine - tuning process parameters, we are committed to providing high - quality thermoset injection - molded products that meet and exceed our clients' expectations.