Introduction
Injection molding is one of the most versatile and widely used manufacturing processes in the world. It produces everything from tiny electronic components to large automotive parts with remarkable speed, precision, and consistency. The process involves injecting molten material—typically plastic—into a mold cavity, where it cools and solidifies into the desired shape.
Since its invention in 1872 for processing celluloid, injection molding has evolved dramatically. Today, it serves industries ranging from automotive and aerospace to medical devices and consumer goods. Its ability to mass-produce complex, high-precision parts at low per-unit costs has made it indispensable to modern manufacturing.
This comprehensive guide takes you through the ins and outs of injection molding—step by step. You will learn the process details, the different types of injection molding, applications across industries, and key considerations for success. Whether you are new to manufacturing or looking to deepen your understanding, this guide provides the knowledge you need.
What Is Injection Molding?
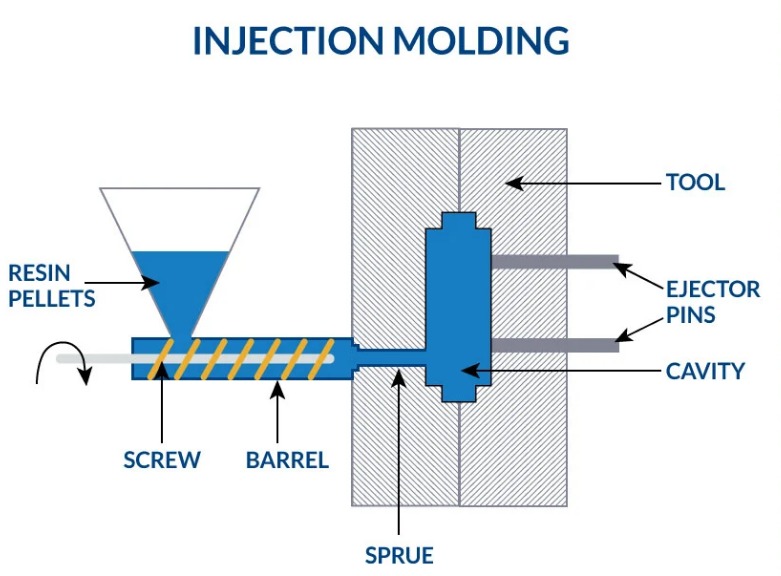
Injection molding is a manufacturing process where molten material is injected under high pressure into a mold cavity. The material cools and solidifies, taking the shape of the cavity. The mold opens, and the finished part is ejected.
Why It Matters
| Advantage | Explanation |
|---|---|
| High precision | Tolerances as tight as ±0.01 mm |
| Complex geometries | Intricate shapes with fine details |
| High volume | Cost-effective for thousands to millions of parts |
| Material versatility | Thermoplastics, thermosets, metals (MIM), ceramics (PIM) |
| Automation | Minimal labor; consistent quality |
History at a Glance
- 1872 – First injection molding machine patented (celluloid)
- 1907 – Bakelite (first synthetic plastic) expands possibilities
- 1950s – Reciprocating screw revolutionizes plasticizing
- Today – Advanced machines; multi-material; Industry 4.0
What Are the Step-by-Step Injection Molding Process Steps?
The injection molding process consists of six main stages. Each stage must be carefully controlled for consistent, high-quality results.
Step 1: Plastic Raw Material Preparation
The process begins with selecting and preparing the plastic material.
| Operation | Description |
|---|---|
| Material selection | Choose plastic based on application requirements (strength; heat resistance; cost) |
| Drying | Remove moisture from hygroscopic plastics (nylon, ABS, PC) to prevent voids and defects |
| Additives | Mix in colorants, UV stabilizers, flame retardants as needed |
Example: For a high-strength automotive component, ABS or polycarbonate may be chosen. For a simple household item like a cup, polyethylene or polypropylene is common.
Step 2: Heating and Melting
Plastic pellets are fed from the hopper into the heated barrel.
| Component | Function |
|---|---|
| Screw (screw-type machine) | Rotates to convey, melt, and mix the plastic; then moves forward to inject |
| Barrel heaters | Gradually heat the plastic to its melting point |
Temperature ranges:
- Polyethylene: 110–130°C (melting point); barrel up to 250°C
- ABS: 200–250°C
- Polycarbonate: 250–320°C
Key principle: The screw rotation creates shear heat, ensuring uniform melting.
Step 3: Injection
The molten plastic is forced into the mold cavity under high pressure.
| Parameter | Typical Range | Effect |
|---|---|---|
| Injection pressure | 50–300 MPa | Higher for complex parts; fills all details |
| Injection speed | 20–100 mm/s | Affects fill pattern; surface quality |
Critical: Too low pressure = short shots (incomplete parts). Too high pressure = flash; over-packing; internal stress.
Step 4: Cooling and Solidification
The plastic cools and solidifies inside the mold. Coolant (usually water) circulates through cooling channels.
| Factor | Impact |
|---|---|
| Cooling time | 70–80% of cycle time; double thickness = quadruple cooling time |
| Mold material | Metal conducts heat; transfers heat to coolant |
| Cooling system design | Efficient channels reduce cycle time |
Critical: Too fast cooling = internal stress; warpage. Too slow = longer cycles; reduced productivity.
Step 5: Mold Opening and Part Removal
The mold opens, and the part is ejected.
| Component | Function |
|---|---|
| Clamping mechanism | Holds mold closed during injection and cooling |
| Ejector pins | Push the part out of the mold cavity |
Critical: Ejector pins must be strategically placed to avoid damaging the part.
Step 6: Post-Processing
Parts may require additional finishing:
| Operation | Purpose |
|---|---|
| Flash removal | Trim excess plastic from parting line |
| Trimming | Cut off runners and gates |
| Painting/coating | Aesthetic finish; protection |
| Assembly | Combine with other components |
Example: A plastic toy might be painted for color; a medical device component may receive a biocompatible coating.
What Are the Different Types of Injection Molding?
Injection molding encompasses several specialized processes for different materials and applications.
Conventional Plastic Injection Molding
The most common type, used for a vast range of thermoplastic products.
| Applications | Examples |
|---|---|
| Consumer goods | Toys; storage containers; Tupperware |
| Household appliances | Parts for blenders; coffee makers |
| Packaging | Bottle caps; thin-wall containers |
Characteristics: High-volume production; low per-unit cost; complex shapes.
Metal Injection Molding (MIM)
Combines plastic injection molding with powder metallurgy to produce small, complex metal parts.
| Step | Description |
|---|---|
| Feedstock | Fine metal powder mixed with binder |
| Injection | Injected like plastic; creates “green part” |
| Debinding | Binder removed (thermal; solvent) |
| Sintering | High temperature bonds metal particles; densifies part |
Applications: Electronic connectors; surgical instruments; orthopedic implants; small gears.
Powder Injection Molding (PIM)
Similar to MIM but applies to both metal and ceramic powders.
| Material | Applications |
|---|---|
| Metal | Small precision components |
| Ceramic | Dental implants; electronic substrates; cutting tools |
Key difference: Powder volume in feedstock typically 40–60%.
Foam Injection Molding (FIM)
A blowing agent creates gas bubbles, forming a foam-like structure.
| Advantage | Application |
|---|---|
| Weight reduction | Lightweight parts |
| Lower density | Seat backs; armrests (automotive) |
| Improved energy absorption | Protective packaging |
Gas-Assisted Injection Molding (GAIM)
High-pressure gas (nitrogen) helps fill the mold and creates hollow sections.
| Benefit | Application |
|---|---|
| Reduced sink marks | Thick sections eliminated |
| Weight reduction | Hollow structures |
| Lower clamping force | Large parts like automotive bumpers |
What Are the Key Applications Across Industries?
Consumer Electronics
| Component | Why Injection Molding? |
|---|---|
| Smartphone cases | Sleek; lightweight; durable; high-strength plastics (PC) |
| Laptop housings | Precision; thin walls; consistent quality |
| Internal components | Brackets; connectors; small gears |
Automotive Industry
| Component | Why Injection Molding? |
|---|---|
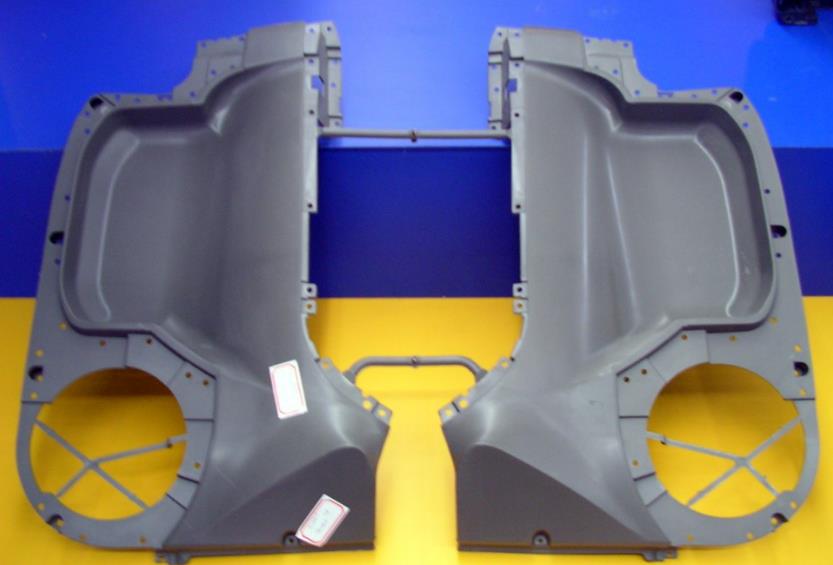
| Dashboards | Complex shapes; integrated features; seamless design |
| Headlamp housings | Heat resistance; impact strength (ASA; PP) |
| Interior components | High-volume; consistent quality |
Medical Devices
| Component | Why Injection Molding? |
|---|---|
| Syringes | Precise dimensions; smooth surfaces; biocompatible materials |
| Instrument housings | Protection for internal components; easy cleaning; sterilization |
| Surgical tools | Complex shapes; high precision (MIM for metal) |
Daily Necessities
| Component | Why Injection Molding? |
|---|---|
| Bottle caps | Consistent threads; tight seals; high-volume |
| Kitchen utensils | Aesthetics; functionality; color options |
| Toys | Complex shapes; moving parts; bright colors |
How Do You Ensure Quality in Injection Molding?
Raw Material Quality
- Use high-quality plastics with consistent properties
- Properly dry hygroscopic materials
- Verify additive concentrations
Process Parameter Control
| Parameter | Control Method |
|---|---|
| Temperature | Zone-controlled barrels; thermocouples; mold temperature controllers |
| Pressure | Pressure sensors; closed-loop control |
| Time | Timers; cycle monitoring |
Mold Design and Maintenance
| Factor | Importance |
|---|---|
| Venting | Prevents air traps; burns |
| Cooling channels | Uniform cooling prevents warpage |
| Ejector system | Smooth ejection prevents damage |
| Regular maintenance | Cleaning; wear inspection; lubrication |
Quality Inspection
| Method | Purpose |
|---|---|
| Visual inspection | Detect flash; surface defects |
| Dimensional checks | Calipers; CMMs verify tolerances |
| Functional testing | Ensure part performs as intended |
How Does Yigu Technology Approach Injection Molding?
At Yigu Technology, we specialize in custom injection molding for plastic and metal components. Our experience spans conventional plastic injection molding, MIM, and PIM—allowing us to serve diverse industries.
Our Capabilities
| Area | Expertise |
|---|---|
| Material selection | Wide range of plastics; metal powders; ceramic powders |
| Mold design | Complex geometries; precision tolerances |
| Process control | Advanced machines; real-time monitoring |
| Quality assurance | Strict inspection; dimensional verification |
| Custom solutions | One-stop from design to production |
Our Commitment
We understand that each project has unique requirements. Our team works closely with clients to select the right material, design the optimal mold, and control the process for consistent, high-quality results.
Conclusion
Injection molding is a sophisticated manufacturing process that transforms raw materials into finished products through a carefully controlled cycle:
- Material preparation – Selecting and pre-treating the right material
- Heating and melting – Uniform melting in a heated barrel
- Injection – High-pressure filling of the mold cavity
- Cooling – Solidification under controlled conditions
- Ejection – Removing the finished part
- Post-processing – Finishing as needed
Different types—conventional, MIM, PIM, FIM, GAIM—serve different materials and applications. The process is used across automotive, electronics, medical, and consumer goods industries.
Success depends on precise control of temperature, pressure, and timing; proper mold design; and rigorous quality inspection.
Frequently Asked Questions (FAQ)
What is the difference between injection molding and injection casting?
Injection molding injects molten material (typically plastic) under high pressure into a mold cavity. Injection casting (often for metals) typically uses lower pressure or gravity to fill a mold. Injection molding is used for high-volume plastic parts; injection casting for small metal components like jewelry or machine parts.
Can injection molding be used for all types of plastics?
Injection molding is primarily used for thermoplastics (PE, PP, ABS, PC) because they can be melted and solidified repeatedly. Thermosetting plastics (phenolic, epoxy) are more complex to injection mold due to irreversible curing, though specialized equipment exists for some thermosets.
How do you ensure the quality of injection-molded products?
Ensure quality through high-quality raw materials, precise process control (temperature; pressure; timing), proper mold design (venting; cooling), regular mold maintenance, and rigorous quality inspection (visual; dimensional; functional).
What is the most common type of injection molding?
Conventional plastic injection molding is the most common. It produces a vast range of thermoplastic products—from toys and household items to automotive and electronics components—due to its versatility, efficiency, and cost-effectiveness at high volumes.
What materials can be used in metal injection molding (MIM)?
MIM uses fine metal powders mixed with a binder. Common metals include stainless steel (corrosion resistance), low-alloy steel (strength), titanium (biocompatibility; high strength-to-weight), and tungsten alloys (high density). After injection, debinding and sintering produce dense metal parts.
Contact Yigu Technology for Custom Manufacturing
At Yigu Technology, we master the ins and outs of injection molding to deliver high-quality custom parts. Our expertise spans conventional plastic injection molding, metal injection molding (MIM), and powder injection molding (PIM)—serving automotive, medical, electronics, and consumer goods industries.
Our capabilities include:
- Material expertise – Thermoplastics; metal powders; ceramic powders
- Precision mold design – Complex geometries; tight tolerances
- Process optimization – Scientific molding; real-time monitoring
- Quality assurance – Dimensional inspection; mechanical testing
- Volume flexibility – Prototypes to high-volume production
We help clients bring innovative ideas to life—efficiently, accurately, and with consistent quality.
Contact us today to discuss your injection molding project. Let our expertise guide you through every step of the process.