Introduction
Plastic injection molding is one of the most versatile manufacturing processes in the world. It produces the tiny buttons on your shirt, the remote control in your hand, and the large body panels on your car. From small, intricate components to massive structural parts, injection molding transforms raw plastic pellets into finished products with remarkable precision and efficiency.
This journey—from buttons to body panels—demonstrates the incredible range of injection molding. The same fundamental process that creates hundreds of tiny buttons in seconds also produces automotive body panels that must meet strict safety and durability standards. Understanding this spectrum helps manufacturers appreciate the capabilities and nuances of injection molding across different scales and applications.
This guide explores the journey of plastic injection molding—from basic principles to diverse applications. You will learn how the process works, how it differs when producing small items versus large components, and what factors matter at each scale.
What Is Plastic Injection Molding?
Plastic injection molding is a manufacturing process where molten plastic is injected into a mold cavity under high pressure. The plastic cools and solidifies, taking the shape of the cavity. The mold opens, and the finished part is ejected.
A Simple Analogy
Think of making a cake in a mold:
- Liquid cake batter → molten plastic
- Baking mold → injection mold
- Heat for baking → heat to melt plastic
- Cooling to set → cooling to solidify plastic
The difference is that injection molding uses high pressure to force plastic into every detail of the mold—far beyond what gravity alone could achieve.
Raw Materials
The raw materials are typically thermoplastic pellets:
- Polypropylene (PP)
- Polyethylene (PE)
- ABS
- Polycarbonate (PC)
- Nylon
- And many more
These pellets are fed into the injection molding machine, melted, and injected into the mold.
Key Components
| Component | Function |
|---|---|
| Injection molding machine | Melts plastic and injects it into the mold |
| Hopper | Stores plastic pellets |
| Barrel | Heated cylinder where plastic melts |
| Screw | Rotates to convey and melt plastic; moves forward to inject |
| Mold | Custom-designed tool that shapes the final product |
| Cooling system | Circulates coolant to solidify the plastic |
Injection pressure: Typical machines generate 10,000–30,000 psi (70–200 MPa), depending on part size and complexity.
How Does the Process Work for Small Parts Like Buttons?
Buttons represent the small-scale end of injection molding. They are produced in massive volumes with high precision.
Button Production Characteristics
| Aspect | Details |
|---|---|
| Size | A few millimeters to a few centimeters |
| Precision | High—consistent height and shape for uniform button feel |
| Material | PP (low cost; chemical resistance) or ABS (heat resistance; aesthetics) |
| Production volume | Hundreds of thousands per day |
| Mold complexity | Relatively simple; often multi-cavity (dozens or hundreds of cavities per mold) |
| Injection pressure | Moderate: 10,000–20,000 psi |
| Cooling time | Short: a few seconds |
Multi-Cavity Molds
For high-volume small parts, molds have multiple cavities. A single mold may contain dozens or even hundreds of identical cavities, producing that many parts per cycle.
Example: A button mold with 100 cavities produces 100 buttons in each 10–15 second cycle—up to 30,000 buttons per hour.
Quality Considerations
For buttons, quality focuses on:
- Consistent dimensions – All buttons must be identical
- Smooth surface – No flash or rough edges
- Functional feel – Buttons on electronics must have consistent press feel
- Color consistency – Uniform color across production runs
How Does the Process Scale for Large Parts Like Body Panels?
Automotive body panels represent the large-scale end of injection molding. The challenges are dramatically different.
Body Panel Production Characteristics
| Aspect | Details |
|---|---|
| Size | Over a meter in length and width |
| Precision | Very high—structural integrity and aesthetic appearance |
| Material | PP with glass fiber reinforcement; other high-strength plastics |
| Production volume | Large numbers for mass-produced cars (tens of thousands per year) |
| Mold complexity | Extremely complex; large-scale steel molds; may have moving parts |
| Injection pressure | High: up to 30,000 psi or more to fill large cavities |
| Cooling time | Long: several minutes to ensure uniform cooling |
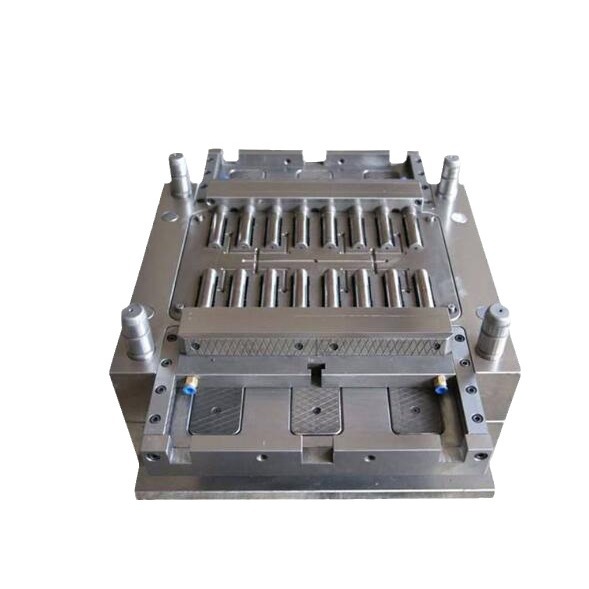
Mold Complexity
Body panel molds are massive and complex:
- Made from high-strength steel to withstand high pressures
- Often incorporate moving cores and slides for features like indentations and ribs
- Require advanced manufacturing (CAD/CAM) for precise shaping
- Can weigh several tons
Material Requirements
Body panels demand:
- High strength – Must withstand impacts; protect passengers
- Impact resistance – Absorb energy in collisions
- Dimensional stability – Maintain shape under load and temperature changes
- Surface finish – No visible defects; smooth for painting
Common material: Glass fiber-reinforced polypropylene (PP) offers the right balance of strength, weight, and cost.
Quality Challenges
| Challenge | Cause | Solution |
|---|---|---|
| Warpage | Uneven cooling | Balanced cooling channels; controlled cooling time |
| Sink marks | Thick sections | Uniform wall thickness; ribs for reinforcement |
| Flow lines | Poor flow | Optimized injection speed; gate placement |
| Surface defects | Visible imperfections | Precise process control; polished molds |
How Do Buttons and Body Panels Compare?
| Aspect | Buttons | Body Panels |
|---|---|---|
| Size | Millimeters to centimeters | Meters in length and width |
| Precision requirements | High (functional feel) | Very high (structural integrity; aesthetics) |
| Typical materials | PP, ABS | Glass-filled PP, high-strength plastics |
| Production volume | Hundreds of thousands/day | Tens of thousands/year (per model) |
| Mold complexity | Simple; multi-cavity | Extremely complex; single or few cavities |
| Injection pressure | 10,000–20,000 psi | Up to 30,000 psi |
| Cooling time | Seconds | Minutes |
| Key challenges | Consistency; surface finish | Warpage; strength; surface quality |
What Are the Applications Across the Size Spectrum?
Injection molding serves every scale of production.
Small Parts
| Product | Material | Key Requirements |
|---|---|---|
| Buttons | PP, ABS | Precision; consistency; high volume |
| Remote control components | ABS, PC | Tactile feel; durability |
| Connectors | PBT, nylon | Dimensional accuracy; electrical properties |
| Toothbrush handles | PP, TPE | Ergonomics; grip |
| Medical syringe components | PP, COC | Precision; sterility |
Medium Parts
| Product | Material | Key Requirements |
|---|---|---|
| Smartphone cases | PC, ABS | Thin walls; impact resistance; aesthetics |
| Laptop housings | PC/ABS | Structural integrity; surface finish |
| Power tool housings | ABS, nylon | Durability; ergonomics |
| Consumer appliance components | PP, ABS | Functionality; aesthetics |
Large Parts
| Product | Material | Key Requirements |
|---|---|---|
| Automotive bumpers | PP, TPO | Impact resistance; aerodynamics |
| Car door panels | Glass-filled PP | Strength; surface finish; weight reduction |
| Dashboard components | ABS, PC/ABS | Complex geometry; aesthetics; durability |
| Large containers | HDPE, PP | Structural strength; stackability |
| Industrial crates | HDPE, PP | Durability; load capacity |
What Are the Key Process Parameters Across Scales?
Injection Pressure
| Part Size | Typical Pressure | Reason |
|---|---|---|
| Small | 10,000–20,000 psi | Lower flow resistance; shorter flow paths |
| Medium | 15,000–25,000 psi | Balanced for complexity and size |
| Large | 20,000–30,000+ psi | Overcome long flow paths; fill large cavities |
Cooling Time
Cooling time is proportional to wall thickness squared.
| Wall Thickness | Typical Cooling Time |
|---|---|
| <1 mm | 2–5 seconds |
| 1–2 mm | 5–15 seconds |
| 2–5 mm | 15–60 seconds |
| >5 mm | 1–5 minutes |
Example: A button with 1–2 mm wall thickness cools in seconds. A body panel with 3–5 mm wall thickness may require several minutes of cooling.
Material Selection
| Application | Material | Properties |
|---|---|---|
| Small, low-stress | PP, PE | Low cost; easy processing |
| Small, high-precision | ABS, PC | Dimensional stability; strength |
| Medium, structural | ABS, nylon | Impact resistance; strength |
| Large, structural | Glass-filled PP, PC/ABS | High strength; impact resistance; dimensional stability |
How Does Yigu Technology Handle Diverse Injection Molding Projects?
At Yigu Technology, we specialize in non-standard plastic and plastic-metal custom products across the entire size spectrum.
For Small, Precision Parts
- High-precision molds – Advanced CAD/CAM for accurate detail replication
- Material expertise – Selecting specialized plastics for unique environments
- Multi-cavity molds – High-volume efficiency
- Tight process control – Consistent quality across millions of parts
For Large, Complex Parts
- Large-scale mold design – High-strength steel molds for durability
- Process optimization – Fine-tuned temperature, pressure, and cooling time
- Warpage prevention – Balanced cooling; uniform wall thickness
- Surface finish control – Polished molds; precise injection parameters
For Plastic-Metal Composite Parts
- Material compatibility – Ensuring strong bonding between plastic and metal
- Insert molding expertise – Embedding metal components during molding
- Stress management – Avoiding internal stress and damage to inserts
Conclusion
The journey of plastic injection molding spans an incredible range—from tiny buttons produced in the hundreds of thousands per day to massive body panels that must meet strict safety and aesthetic standards.
Key differences across scales:
| Factor | Small Parts (Buttons) | Large Parts (Body Panels) |
|---|---|---|
| Size | Millimeters to centimeters | Meters |
| Mold complexity | Simple; multi-cavity | Complex; single or few cavities |
| Injection pressure | 10,000–20,000 psi | 20,000–30,000+ psi |
| Cooling time | Seconds | Minutes |
| Key challenges | Consistency; surface finish | Warpage; strength; surface quality |
Despite these differences, the fundamental process remains the same: melting plastic, injecting it into a precision mold, cooling, and ejecting the finished part. Understanding how to optimize the process for each scale is essential for producing high-quality parts efficiently.
Frequently Asked Questions (FAQ)
How do you choose the right plastic material for injection molding?
Consider the product's end-use: chemical resistance (PE, PP), impact strength (ABS), heat resistance (PC), or cost (PP for mass-produced items). Evaluate mechanical requirements, environmental exposure, aesthetic needs, and budget. For structural parts like body panels, glass-filled PP offers strength and weight savings. For precision parts like buttons, ABS or PP provide good balance of properties.
What are common defects in plastic injection molding and how do you solve them?
Flash – Excess plastic at parting line. Cause: high pressure; low clamp force; misaligned mold. Solution: reduce pressure; increase clamp force; realign mold. Air bubbles – Trapped air or moisture. Solution: dry material; improve venting. Sink marks – Surface depressions from uneven cooling or excessive shrinkage. Solution: adjust cooling; add ribs; optimize wall thickness. Warpage – Part distortion from uneven cooling. Solution: balance cooling channels; optimize holding pressure.
Can plastic injection molding be used for small-batch production?
Yes, but cost considerations apply. Mold making has high upfront cost, so per-part cost is higher for small batches. For very small batches, soft molds (aluminum) or 3D-printed molds reduce initial investment. Some service providers offer flexible production options for small-batch orders. Injection molding becomes more cost-effective as volume increases due to amortized tooling cost.
What is the difference between molding buttons and body panels?
Buttons are small, produced in multi-cavity molds with short cycles (seconds), using moderate pressure. Key focus: consistency and surface finish. Body panels are large, produced in single or few-cavity molds with long cycles (minutes), using high pressure. Key focus: structural integrity, warpage prevention, and defect-free surfaces. Materials differ—buttons use PP or ABS; body panels use glass-filled PP or high-strength composites.
How does cooling time vary between small and large parts?
Cooling time is proportional to wall thickness squared. Thin-walled buttons (1–2 mm) cool in seconds. Thick-walled body panels (3–5 mm) may require minutes of cooling. Uniform cooling is critical for both—but more challenging for large parts where temperature gradients cause warpage. Efficient cooling channel design is essential for large-part production.
Contact Yigu Technology for Custom Manufacturing
At Yigu Technology, we specialize in plastic injection molding across the entire size spectrum—from precision small components to large structural parts. Our expertise spans material selection, mold design, process optimization, and quality control for diverse applications.
Our capabilities include:
- Precision small parts – High-volume; tight tolerances; multi-cavity molds
- Large structural parts – Automotive; industrial; glass-filled materials
- Plastic-metal composites – Insert molding; strong bonding
- Custom solutions – Non-standard products; complex geometries
We help clients bring products from concept to reality—whether it's millions of tiny buttons or large automotive panels.
Contact us today to discuss your injection molding project. Let our expertise help you navigate the journey from buttons to body panels.