Processing capacity: the cornerstone of core competitiveness that cannot be ignored in the manufacturing industry
Have you ever encountered such a dilemma: you get an order but can't take it on due to limited equipment processing? Invest a lot of money to upgrade machine tools, but the production efficiency does not meet expectations? In fact, the key issues behind this point to machining capacity - it is not only the core indicator to measure the hard power of manufacturing enterprises, but also directly determines product quality, production efficiency and market competitiveness.
In simple terms, the definition of processing capacity refers to the comprehensive ability of manufacturing equipment to achieve material cutting, forming and other processing tasks through specific processes within a certain period of time, and its core revolves around the three core issues of "whether it can be processed", "whether it is processed well" and "whether it can be processed quickly". For machining enterprises, parts manufacturers and even high-end equipment industries, accurately grasping their own processing capabilities is the prerequisite for optimizing production processes, undertaking accurate orders, and controlling costs.
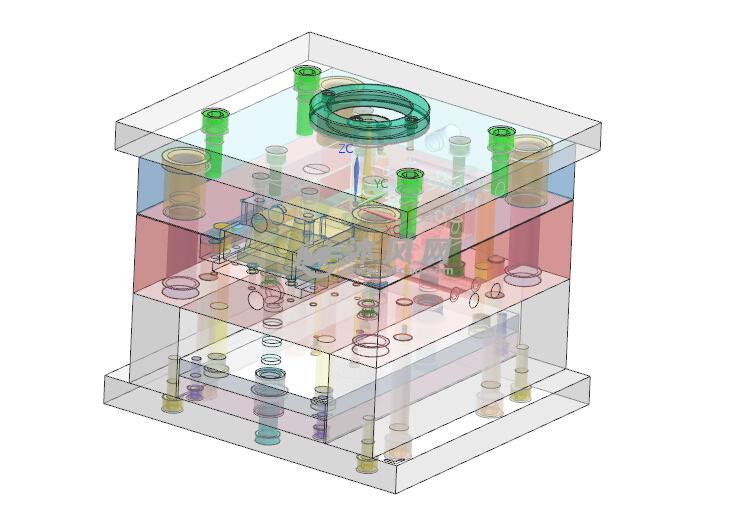
Machine Specifications and Core Elements: The "Hardware Foundation" of Machining Capabilities
The strength of the machining capacity depends first and foremost on the core configuration of the machine – these parameters, like "physical functions", directly determine the boundaries and potential of the machining.
1. Number of axes: 3-axis vs. 5-axis "machining boundary"
The number of axes is one of the most important indicators of the machine tool, which directly affects the complexity and flexibility of the machining:
- 3-axis machine tool: mainly used for flat and simple curved surface processing, such as milling and drilling of ordinary parts, with low cost and simple operation, suitable for mass production of standardized parts. For example, an auto parts factory produces engine block planes, and the machining cycle time of a 3-axis milling machine is stable, with a unit cost of only 30% of that of a 5-axis machine.
- 5-axis machine tool: With multi-directional linkage machining capabilities, it can realize the one-time forming of complex curved surfaces and special-shaped parts, such as blades in the aerospace field and precision components of medical devices. An aerospace parts company adopted a 5-axis machining center to reduce the machining time for complex structural parts from 8 hours to 2.5 hours, and the scrap rate was reduced from 5% to 0.8%.
2. Key parameters: determine the "upper limit" of processing
In addition to the number of axes, the following parameters together form a "hard indicator" of machining capacity:
| Parameter type | core role | Industry Reference Standards (Mid-Range Devices) |
| Range of trips | Limit the maximum size of the machined workpiece | X/Y/Z axis travel 800×600×500mm |
| Spindle speed | It affects the cutting efficiency and is suitable for precision machining at high speed | 8000-15000rpm (metal cutting) |
| Spindle torque | Determine the cutting hardness and adapt high torque to difficult materials | 15-30N・m (medium power spindle) |
| Spindle power | Provide cutting power, the higher the power, the stronger the cutting ability | 11-22kW |
| Table size | Limit the spaces for workpieces | 1000×600mm |
| Weight capacity | Determine the maximum weight of the workpiece that can be machined | 500-1000kg |
Taking a mold factory as an example, when processing large injection molds, due to the insufficient load-bearing capacity of the workbench (the original equipment bears 500kg and the mold weight is 800kg), it has to be split and spliced, which not only increases the processing time by 30%, but also leads to the deviation of mold accuracy. The 1500kg machine tool was upgraded to achieve overall machining, with an accuracy of ±0.005mm and a 40% increase in production efficiency.
Technical competence and precision: the "core guarantee" of machining quality
If machine parameters are "hard power", then machining accuracy is "soft power" - it directly determines whether the product meets the design requirements, especially in high-end manufacturing, where accuracy errors can lead to complete product failure.
1. Processing accuracy and surface finish: the "appearance and connotation" of the product
Machining accuracy refers to the degree to which the actual size of the machined part matches the design dimensions, while the surface finish reflects the smoothness of the part's surface. In precision instrument manufacturing, these two indicators are crucial: for example, the processing accuracy of a mobile phone lens holder is required to reach ±0.002mm, and the surface finish is Ra≤0.8μm. If the surface finish is not up to standard, it will affect the optical performance.
2. Tolerance Control and Repeatability Accuracy: The "Stability Key" for Mass Production
Tolerance control refers to the allowable range of deviations in part size, which directly affects the assembly compatibility of the product. For example, if the inner ring tolerance of an automobile bearing exceeds the design range, it will cause abnormal operation noise and shorten the life of the bearing. The repeatable positioning accuracy measures the accuracy of the machine tool processing the same position multiple times, and the industry quality standard usually ≤± 0.003mm - an electronic component factory once caused the position deviation of the connector pin in mass production due to the lack of repeated positioning accuracy of the machine tool (±0.01mm), which directly caused an order loss of 1 million yuan.
3. Dynamic accuracy, thermal stability and vibration control: "invisible guarantee" for high-speed machining
In high-speed cutting scenarios, dynamic accuracy (the ability to maintain accuracy in motion), thermal stability (the effect of temperature changes on accuracy), and vibration control (the suppression effect of cutting vibrations) become key:
- When a new energy auto parts factory used a high-speed machining center to produce motor shells, the vibration was intensified and the surface finish decreased due to the rapid cutting speed. By optimizing the vibration damping structure of the machine tool and adjusting the cutting parameters, the vibration amplitude is reduced by 60% and the machining efficiency is increased by 25%.
- Poor thermal stability will lead to thermal deformation of the machine tool after long-term work, for example, after 4 hours of continuous machining of a machine tool, the thermal deformation of the spindle reaches 0.01mm, and the thermal deformation is controlled within 0.003mm by installing a constant temperature cooling system.
Material Adaptability and Range: The "Compatibility Boundary" of Machining Capabilities
The physical properties of different materials vary greatly, and different requirements are put forward for processing capacity - whether it can be adapted to a variety of materials directly determines the scope of orders undertaken by enterprises.
1. Metal cutting and common material processing
Metal cutting is the basic scenario of machining capabilities, common materials include steel, aluminum, copper, cast iron, etc.:
- Carbon steel, cast iron and other easy-to-cut materials: low requirements for machine tools, ordinary 3-axis machine tools can meet them, high processing efficiency, low tool loss.
- Aluminum alloy: lightweight and high-strength, widely used in aerospace and automotive industries, it is necessary to control the cutting speed and feed rate to avoid sticking knives. When processing aluminum alloy brackets in an aviation parts factory, high-speed cutting (spindle speed of 12000rpm) was used to increase the output per unit time by 30%.
2. Composite and Superalloy Machining: The "Touchstone" of High-End Manufacturing
Composites (such as carbon fiber reinforced composites) and superalloys (such as titanium alloys, nickel-based alloys) are the core materials of high-end equipment, but they are extremely difficult to process:
- Composite materials: high hardness, easy fiber shedding, and the use of special tools (such as diamond-coated tools), a drone company reduced the scrap rate from 15% to 3% by optimizing tool angles and cutting parameters when processing carbon fiber wings.
- Superalloy: high temperature resistance, high strength, fast tool wear during cutting, high torque, high rigidity machine tool, a certain aero engine company uses 5-axis machining center + PCD tool when processing titanium alloy blades, the cutting efficiency is increased by 40%, and the tool life is extended by 2 times.
3. Hardness processing capacity and cutting parameters optimization
The material hardness processing ability (such as high-hardness steel processing after quenching) directly reflects the cutting strength of the machine tool - when a mold factory processes the hardened steel mold of HRC60, the original machine tool cannot be cut due to insufficient torque, and after upgrading the high-torque spindle, a one-time forming process is realized, and the processing cycle is shortened by 50%.
Optimization of cutting parameters (matching of cutting speed, feed rate, and cutting depth) is the key to improving the processing effect of materials: for example, when processing 45 steel, the cutting speed of 80m/min and the feed rate of 0.2mm/r are the optimal parameter combinations, which can not only ensure efficiency, but also reduce tool loss; Blindly increasing the cutting speed reduces tool life by more than 60%.
Capacity and Efficiency Indicators: A "Quantitative Reflection" of Processing Capacity
Processing capacity is ultimately quantified by capacity and efficiency – metrics that are directly related to the profitability of the enterprise and are a core focus of production management.
1. Batch processing capacity and output per hour
Batch processing capacity refers to the maximum number of processing of equipment in a certain period of time, and the output per unit time (such as pieces/hour) is its direct embodiment:
- A standard parts factory uses an automated production line + 3-axis machining center to mass-produce M10 bolts with an output of 1000 pieces/hour per unit time, compared to only 200 pieces/hour for ordinary machines operated by hand.
- The improvement of batch processing capacity requires a combination of machine tool stability, automation and process optimization, such as standardization of tooling and fixtures to reduce changeover time and achieve continuous production of multiple batches.
2. Tool change time, clamping time and utilization rate
Tool change time (time spent on tool changes) and clamping time (time spent holding the workpiece) are key non-cutting times that affect productivity:
- The manual tool change time of ordinary machine tools is about 30-60 seconds / time, while the automatic tool change time of the machining center equipped with a tool magazine is only 5-10 seconds / time.
- The utilization rate (actual working time of equipment / planned working time) reflects the effective utilization of equipment, and the industry excellent level is usually ≥85%. A machine processing plant increased machine tool utilization from 65% to 88% and increased annual production capacity by 30% through equipment maintenance optimization and production schedule adjustments.
3. OEE and Cycle Time: The "Core Tool" for Efficiency Management
OEE (Overall Equipment Effectiveness) is a key metric that comprehensively measures equipment efficiency, calculated as: OEE = Availability × Performance Efficiency × Quality Pass Rate. The industry average is about 60%, and the excellent enterprises can reach more than 85%:
- An auto parts factory found that the proportion of equipment downtime was too high (20%) through OEE management, and by optimizing maintenance plans and strengthening employee training, downtime was reduced to 5%, OEE increased from 62% to 83%, and the cost per unit product was reduced by 18%.
Cycle time (the average time to complete a product) directly determines the upper limit of a production line, for example, a cycle time of 30 seconds per piece for a production line and a theoretical daily capacity of 960 pieces (based on 8 hours). By optimizing the process and reducing non-value-added time, cycle times were reduced to 25 seconds per piece and the daily production capacity was increased to 1,152 pieces.
Yigu Technology Perspective
Processing capacity is the core competitiveness of the manufacturing industry, and its improvement does not rely solely on equipment upgrades, but requires the coordinated efforts of "hardware configuration + technology optimization + management system". Enterprises should first clarify their processing needs (such as material type, precision requirements, batch size), then select equipment in a targeted manner, optimize process parameters, and maximize the effective output of equipment through OEE management, standardized operations, etc. In the future, with the development of intelligent and automation technology, processing capabilities will be upgraded to "high precision, high efficiency, and high flexibility", and enterprises need to continue to pay attention to technological innovation and transform processing capabilities into core advantages of market competition.
FAQ
- How to quickly assess your machining capabilities?
Answer: The core starts from three aspects: (1) whether the hardware parameters (number of axes, stroke, spindle power, etc.) meet the processing needs; (2) Whether the accuracy indicators (processing accuracy, repeat positioning accuracy, etc.) meet the standards; (3) Whether the efficiency data (OEE, output per hour, etc.) matches the production plan.
- How to choose between a 3-axis machine and a 5-axis machine?
Answer: If you want to process simple parts and mass production, give priority to 3-axis machine tools (low cost and high efficiency); When it comes to complex curved surfaces, special-shaped parts, or the need to improve machining accuracy and efficiency, 5-axis machines have an advantage (reduced clamping times and reduced scrap rates).
- How to improve the processing efficiency of superalloys and composites?
Answer: (1) Select special tools (such as PCD tools, ceramic tools); (2) Optimize cutting parameters (reduce cutting speed, increase feed, avoid tool wear); (3) Improve the rigidity and thermal stability of the machine tool, reduce vibration and thermal deformation.
- What are the key measures for OEE improvement?
A: (1) Reduced downtime (optimized maintenance schedule, quick handling of faults); (2) Improve performance efficiency (reduce idling, optimize cutting parameters); (3) Improve the quality qualification rate (strengthen process control and optimize the process).
- When the processing capacity is insufficient, is there any other solution besides changing equipment?
A: Effective production capacity can be increased without increasing equipment investment through process optimization (such as cutting parameter adjustment, tooling fixture improvement), management improvement (such as OEE management, standardized operation), and outsourcing cooperation (outsourcing machining tasks beyond one's own capabilities).