Manufacturers often hit a wall when medium-grade steels like P20 can’t keep up with high-volume production or strict precision requirements. A mold that starts to wear after 500,000 cycles, or fails to maintain tight tolerances in complex geometries, can derail production schedules and hurt product quality. This is where 718 (1.2738) steel steps in. As a premium pre-hardened plastic mold steel, 718 (1.2738) bridges the gap between affordability and high performance, solving the pain points of demanding applications. In this guide, we’ll explore why 718 (1.2738) is the go-to choice for precision-critical, high-volume molds, its key properties, and how to leverage its capabilities effectively.
Introduction to 718 (1.2738) Steel
718 (1.2738) is a high-quality pre-hardened plastic mold steel designed for applications that demand more than standard grades can deliver:
- Definition: 718 is a chromium-nickel-molybdenum alloy steel, while 1.2738 is its German equivalent under DIN standards. Both are engineered for superior toughness, wear resistance, and polishability compared to entry-level pre-hardened steels.
- Standard specifications: 718 adheres to AISI standards, and 1.2738 complies with DIN 17350. Both specify a pre-hardened hardness of 32-36 HRC, with strict controls on impurities to ensure consistency. This pre-hardened state eliminates the need for post-machining heat treatment, saving time and reducing distortion risks.
- Supplier brands: Leading producers include SSAB (Sweden), voestalpine (Austria), and POSCO (South Korea). These manufacturers maintain tight chemical composition controls (0.4% carbon, 1.8% chromium, 1.0% nickel, 0.2% molybdenum) for uniform performance.
- Industry usage: 718 (1.2738) is widely used in 30-40% of high-volume plastic injection molds, particularly in automotive, medical, and consumer electronics sectors. Its popularity stems from its ability to handle 1-2 million cycles without significant wear.
- Comparison with other mold steels: Compared to P20, 718 offers 20-30% better wear resistance and superior toughness, justifying its 30-40% higher cost. It’s more affordable than stainless steels like S136 while providing better polishability than P20, making it a balanced choice for precision applications.
Properties of 718 (1.2738) Steel
The properties of 718 (1.2738) set it apart as a premium option for demanding mold applications:
- Hardness: At 32-36 HRC in its pre-hardened state, 718 offers better wear resistance than P20 (28-32 HRC). This makes it suitable for slightly abrasive plastics, such as 10-15% glass-filled polypropylene.
- Toughness: 718 exhibits exceptional toughness, with a Charpy impact value of 30-35 J—20-30% higher than P20. This prevents cracking in molds with thin walls, sharp corners, or complex geometries, a common issue with harder but more brittle steels.
- Wear resistance: Thanks to its optimized chemical composition (including nickel for toughness and molybdenum for wear resistance), 718 lasts 1-2 million cycles for non-abrasive plastics—double the life of P20 in identical conditions.
- Corrosion resistance: While not stainless, 718 offers better corrosion resistance than P20, thanks to its higher chromium content. It withstands water-based coolants and mild mold release agents, reducing rust-related maintenance.
- Machinability: Despite its higher hardness, 718 maintains good machinability. It can be milled and drilled at 60-80 SFM with carbide tools, only slightly slower than P20 but significantly faster than cold work steels like D2.
- Grain structure: 718 features a fine, uniform grain structure (ASTM 7-8), which enhances polishability and ensures consistent performance across the mold. This structure also minimizes surface defects, critical for cosmetic parts.
- Thermal stability: 718 retains its shape at temperatures up to 350°F (177°C), outperforming P20 and making it suitable for molding higher-temperature plastics like nylon and PBT.
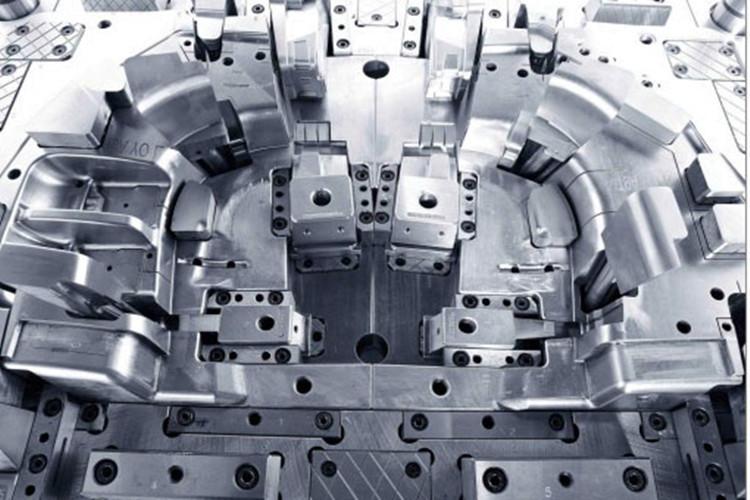
Applications of 718 (1.2738) in Mold Making
718 (1.2738) excels in applications that require precision, durability, and consistent surface quality:
- Injection molding: 718 is ideal for high-volume injection molding of consumer electronics (e.g., smartphone frames, laptop casings) and automotive interior parts. Its polishability (Ra 0.02-0.05 μm) ensures parts meet strict aesthetic standards, even after 1 million cycles.
- Blow molding: For large, high-precision blow-molded parts (e.g., automotive fuel tanks, industrial containers), 718’s toughness prevents cracking during the high-pressure forming process.
- Compression molding: In thermoset compression molding for electrical components (e.g., circuit breakers), 718’s thermal stability resists the moderate heat involved, maintaining dimensional accuracy.
- Automotive molds: 718 is used for critical automotive parts like dashboard panels and door handles, where surface finish and dimensional stability are essential. It handles the production volumes (500,000-1 million units) typical for these components.
- Medical device molds: For non-sterile medical parts (e.g., inhaler housings, diagnostic tool casings), 718’s cleanability and consistent performance meet industry standards. Its polishability reduces bacterial buildup in mold cavities.
- High-precision molds: 718’s dimensional stability makes it a top choice for molds with tight tolerances (±0.0002 inches), such as those used in microelectronics and precision engineering components.
Machining and Fabrication of 718 (1.2738)
Machining and fabrication of 718 (1.2738) require attention to detail to maximize its properties:
- Precision machining: 718 machines best with carbide tools due to its higher hardness. Roughing speeds of 60-70 SFM and finishing speeds of 50-60 SFM are recommended to balance tool life and surface quality. Coolant is essential to prevent overheating and tool wear.
- CNC milling: 3-axis and 5-axis CNC milling are ideal for 718, as its uniformity minimizes tool deflection. This ensures tight tolerances in complex features like undercuts and thin ribs, critical for high-precision molds.
- EDM (Electrical Discharge Machining): EDM produces excellent results with 718, creating intricate details with minimal recast layer (≤0.0001 inches). This is crucial for molds with texturing or small, hard-to-mill features.
- Grinding: Final grinding with a resin-bonded diamond wheel achieves flatness within 0.0001 inches per foot. A feed rate of 8-12 inches per minute prevents heat buildup, which can affect hardness.
- Drilling: Carbide drills with a 135° split point work best for 718, reducing thrust force and improving hole quality. This is especially important for cooling channels, where smooth walls enhance heat transfer.
- Surface finishing: 718 polishes to a mirror finish with relative ease. Starting with 600-grit sandpaper, progressing to 1200-grit, and finishing with a diamond compound achieves Ra 0.01-0.02 μm—suitable for cosmetic parts. This polishability surpasses P20 but falls slightly short of stainless steels like S136.
- Machining challenges: 718’s higher nickel content can cause work hardening, so maintaining sharp tools and avoiding excessive cutting forces is key. Regular tool inspection prevents poor surface finishes and dimensional errors.
Heat Treatment of 718 (1.2738)
While 718 (1.2738) is supplied pre-hardened, understanding its heat treatment can help address specific needs:
- Hardening process: 718 is pre-hardened to 32-36 HRC during manufacturing, so additional hardening is rarely needed. In specialized cases, it can be heated to 1550-1600°F (843-871°C), quenched in oil, and tempered to reach 38-40 HRC, though this may reduce toughness.
- Tempering: If welding or heavy machining introduces stresses, tempering at 1000-1100°F (538-593°C) for 2 hours relieves them without significant hardness loss. This step is critical for maintaining dimensional stability in precision molds.
- Quenching methods: Oil quenching is standard for any post-machining heat treatment, as it cools 718 evenly to prevent distortion. Water quenching is not recommended, as it increases cracking risk.
- Annealing: Annealing is unnecessary for most applications, but if required (e.g., for complex machining), heat to 1500-1550°F (815-845°C), hold 2 hours, and cool slowly (≤50°F/hour) to 1000°F (538°C). This softens 718 to 190-210 HB for easier cutting.
- Surface treatment: Surface treatments like nitriding can boost wear resistance. Nitriding at 950°F (510°C) for 20-30 hours creates a 5-10 micron hard layer (55-60 HRC), extending mold life by 30-40% in abrasive applications.
- Post-treatment inspection: After any heat treatment, hardness testing (Rockwell C scale) confirms the steel remains within the 32-36 HRC range. Ultrasonic testing detects internal defects, ensuring mold integrity.
Yigu Technology’s Perspective
As a leading custom manufacturing supplier in China, Yigu Technology recommends 718 (1.2738) for clients with high-volume, precision-critical mold needs. Its balance of toughness, wear resistance, and polishability makes it ideal for automotive and electronics molds, where 1+ million cycles and strict tolerances are required. We’ve seen 718 reduce scrap rates by 15-20% compared to P20 in complex geometries, thanks to its superior toughness. Our machining team values its consistency, which ensures tight tolerances (±0.0002 inches) and reduces rework. While 718 costs more upfront, its longer life and better performance lower total cost of ownership for high-volume production runs.
FAQs
- How does 718 (1.2738) compare to P20 in terms of mold life?
718 lasts 1-2 million cycles for non-abrasive plastics, double the 500,000-cycle life of P20. For slightly abrasive materials (10% glass-filled), 718 still lasts 800,000-1 million cycles, far exceeding P20’s 100,000-200,000 cycles.
- Can 718 be used for medical device molds requiring strict cleanliness?
718 is suitable for non-sterile medical parts. Its polishability reduces bacterial traps, and its moderate corrosion resistance handles cleaning agents. For sterile applications, however, stainless steel (S136) is preferable.
- What’s the best way to achieve a mirror finish on 718?
Start with 600-grit sandpaper, progress to 1200-grit, then buff with a diamond compound (3-5 μm). This process achieves Ra 0.01-0.02 μm, suitable for cosmetic parts like smartphone casings.