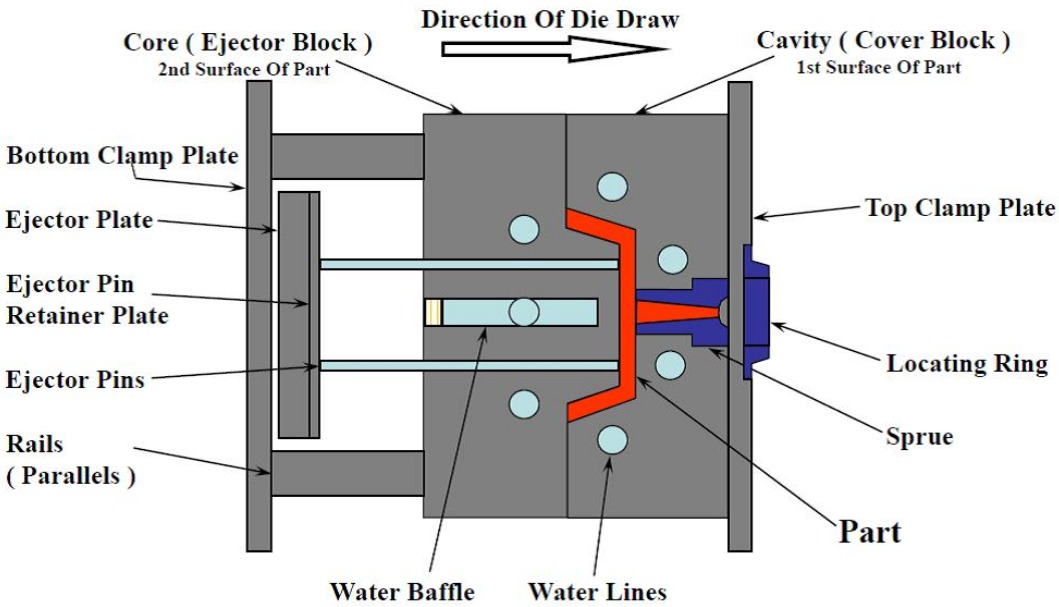
Introduction
Injection moulding is the undisputed leader for mass-producing plastic parts. It delivers high precision, complex geometry, and excellent repeatability. But it is not the right choice for every project.
High tooling costs, size limitations, and geometric constraints can make injection moulding impractical. For some parts, alternative processes offer better results at lower cost. For others, they enable designs that injection moulding cannot achieve.
This guide compares the major alternatives to injection moulding. You will learn what each process does well, where it falls short, and how to choose the right approach for your part. By the end, you will have a clear framework for selecting the optimal manufacturing method.
Why Look Beyond Injection Moulding?
Injection moulding has limitations that make alternatives attractive.
High Tooling Costs
Steel molds for injection moulding typically cost $10,000 to $100,000+. For low-volume production (under 10,000 parts), this upfront investment may not make sense.
Size Constraints
Very large parts—over 1 meter in length—require massive machines and molds. The cost rises exponentially with size.
Geometric Limitations
Injection moulding struggles with:
- Fully enclosed hollow parts (cannot be made in one shot)
- Very thick, uniform walls (leads to sink marks and long cycles)
- Large undercuts without complex side-actions
Material Stress
High injection pressure creates internal stresses. This can cause warpage and reduce impact strength.
How Does Blow Molding Work for Hollow Parts?
Blow molding is the go-to process for hollow, thin-walled containers. It cannot make solid parts, but for bottles, tanks, and ducts, it is superior.
How the Process Works
- A tube of molten plastic (called a parison) is extruded
- The parison is enclosed in a mold
- Compressed air inflates the plastic against the mold walls
- The part cools and is ejected
Key Advantages
- Seamless hollow form – No weld lines or assembly required
- Low per-part cost at high volumes
- Excellent material distribution – Uniform wall thickness
- Lower tooling cost than injection for similar parts
Limitations
- Cannot produce solid parts
- Limited to hollow, relatively simple shapes
- Wall thickness less consistent than injection
Best Applications
- Water bottles and beverage containers
- Fuel tanks
- Hollow toys
- Industrial drums (up to 1,000 liters)
A case example: A manufacturer needed 500,000 plastic bottles per month. Injection moulding would require molding two halves and welding them together—adding labor and weak points. Blow molding produced seamless bottles in a single step at 60% lower per-part cost.
What Makes Rotational Molding Ideal for Large Parts?
Rotational molding (rotomolding) produces large, hollow, stress-free parts. It is the process behind kayaks, playground equipment, and large tanks.
How the Process Works
- Powdered plastic is placed in a hollow mold
- The mold is heated and rotated on two axes
- The plastic melts and coats the interior evenly
- The mold cools while rotating, then opens to release the part
Key Advantages
- Low tooling cost – Aluminum molds cost $5,000–$20,000, versus $50,000–$100,000+ for injection molds of similar size
- Stress-free parts – Low pressure means no internal stresses
- Uniform wall thickness – Consistent strength throughout
- Very large parts possible – Up to 50,000 liters or more
Limitations
- Longer cycle times – 10–60 minutes per part
- Limited to hollow parts – Cannot create solid sections
- Lower precision – Tolerances are ±0.5–1.0 mm, not ±0.05 mm
Best Applications
- Water tanks and industrial containers
- Kayaks and canoes
- Playground equipment
- Marine buoys
- Large furniture
A case example: A company producing 2-meter kayak hulls considered injection moulding. The steel mold would cost over $200,000 and require a massive machine. Rotational molding delivered the same part with a $15,000 mold and no assembly.
Can Thermoforming Match Injection Moulding?
Thermoforming heats a plastic sheet and forms it over a mold using vacuum or pressure. It is common for packaging, liners, and large panels.
How the Process Works
- A plastic sheet is heated until pliable
- The sheet is drawn onto a mold using vacuum or pressure
- The part cools and is trimmed from the sheet
Key Advantages
- Very low tooling cost – Aluminum or even wood molds can cost $2,000–$10,000
- Fast prototyping – Molds made in days, not weeks
- Large parts possible – Up to 3–4 meters
- Good detail on one side – Texture, logos, and features on the mold side
Limitations
- Lower precision – Tolerances are ±0.5–1.0 mm
- Variable wall thickness – Thinner at corners and deep draws
- Trim scrap – 10–30% of sheet becomes waste
- Detail only on one side – The vacuum side has less detail
Best Applications
- Blister packs and clamshell packaging
- Refrigerator and appliance liners
- Automotive interior panels
- Bathtubs and shower bases
- Large signs
Thermoforming vs. Injection: Key Trade-offs
| Factor | Thermoforming | Injection Moulding |
|---|---|---|
| Tooling cost | $2,000–$10,000 | $10,000–$100,000+ |
| Lead time | 2–4 weeks | 6–12 weeks |
| Per-part cost | Higher at volume | Lower at volume |
| Precision | Moderate | High |
| Wall thickness | Variable | Consistent |
How Do Compression and Transfer Molding Reduce Stress?
Compression molding and transfer molding are the primary processes for thermosets—materials that cure chemically and cannot be re-melted.
How Compression Molding Works
- A measured charge of material is placed in a heated mold cavity
- The mold closes under pressure
- Heat and pressure cure the material
- The part is ejected
How Transfer Molding Works
- Material is placed in a pot above the cavity
- A plunger forces the material into the closed cavity
- The material cures under heat and pressure
Key Advantages
- Low internal stress – Lower pressure than injection moulding
- Excellent dimensional stability – Parts hold tight tolerances
- High-temperature resistance – Thermosets withstand heat better than thermoplastics
- Composites capability – Handles glass and carbon fiber reinforcements
Limitations
- Slower cycles – Curing takes minutes, not seconds
- Thermoset materials only – Cannot use standard thermoplastics
- Flash removal – Parts require trimming
Best Applications
- Electrical insulators and switches
- Appliance handles
- Silicone seals
- Composite parts (SMC/BMC for automotive body panels)
- Brake components
Is Extrusion Right for Continuous Profiles?
Extrusion produces continuous linear shapes with constant cross-sections. It is the process behind pipes, tubing, weather stripping, and window frames.
How the Process Works
- Plastic pellets are melted in a barrel
- A screw forces the melt through a die
- The extruded profile is cooled and cut to length
Key Advantages
- Continuous production – Unlimited length possible
- Very low per-meter cost at high volumes
- Wide material selection – PVC, PE, PP, and more
- Simple tooling – Dies cost $2,000–$10,000
Limitations
- Constant cross-section only – No variation along the length
- Secondary operations needed – Cutting, drilling, assembly
- Lower precision than injection moulding
Best Applications
- Pipes and tubing
- Weather stripping and seals
- Window frames
- Plastic lumber and decking
- Sheet and film (which can then be thermoformed)
What Is Reaction Injection Molding (RIM)?
Reaction injection molding (RIM) mixes two reactive liquid components—typically polyurethane—that react and cure inside the mold. Structural RIM (SRIM) adds fiber reinforcements for strength.
How the Process Works
- Two liquid components are mixed at low pressure
- The mixture is injected into a mold
- A chemical reaction cures the material into a solid part
Key Advantages
- Low clamp pressure – Molds can be aluminum or even cast materials
- Large parts possible – Up to 10–15 square feet
- Variable wall thickness – Can transition from thick to thin
- Encapsulates inserts – Metal components molded in place
- Tooling cost 60–80% lower than injection moulding for large parts
Limitations
- Slower cycles – Curing takes 2–10 minutes
- Material limited – Primarily polyurethane and nylon
- Lower precision than injection moulding
Best Applications
- Automotive body panels (bumpers, fascia)
- Medical equipment housings
- Agricultural and construction equipment parts
- Large enclosures
A case example: An automotive supplier needed a large front fascia for a low-volume specialty vehicle. Injection moulding tooling was quoted at $350,000. RIM tooling cost $85,000—a 75% savings—with acceptable cycle times for the production volume.
How to Choose the Right Process?
The optimal process depends on your part geometry, volume, material, and budget.
Decision Matrix
| Process | Best Volume Range | Typical Tolerance | Key Materials | Best For |
|---|---|---|---|---|
| Injection Moulding | High (>10k) | ±0.1% | Thermoplastics | Complex, precise solid parts |
| Blow Molding | Very High (>50k) | Moderate | PE, PET, PP | Hollow, thin-walled containers |
| Rotational Molding | Low-Medium | Moderate | PE, Nylon | Large, seamless hollow parts |
| Thermoforming | Low-High | Moderate | PS, ABS, PVC, Acrylic | Large, thin-walled parts with one detailed side |
| Compression Molding | Low-High | High | Thermosets, Composites | High-strength, heat-resistant parts |
| Extrusion | Continuous | Consistent | PVC, PE, PP | Long, constant-profile shapes |
| RIM/SRIM | Low-Medium | Moderate | Polyurethane, Nylon | Large, low-pressure parts with inserts |
Selection Flowchart
- Is the part hollow?
- Yes → Blow molding (small) or rotational molding (large)
- No → Continue
- Is the part very large (>1m)?
- Yes → Thermoforming, rotational molding, or RIM
- No → Continue
- Is the part a constant cross-section profile?
- Yes → Extrusion
- No → Continue
- Is the material a thermoset or composite?
- Yes → Compression or transfer molding
- No → Continue
- Is volume below 10,000 parts?
- Yes → Consider thermoforming or RIM for tooling cost savings
- No → Injection moulding is likely optimal
Conclusion
Injection moulding is a powerful manufacturing tool, but it is not the only one. Alternative processes offer distinct advantages:
- Blow molding creates seamless hollow containers at low cost
- Rotational molding produces large, stress-free, hollow parts with low tooling investment
- Thermoforming delivers large, thin-walled parts with very low tooling cost
- Compression molding excels at high-strength, heat-resistant thermoset parts
- Extrusion produces continuous profiles efficiently
- RIM offers large parts with 60–80% lower tooling cost than injection
The right choice depends on your part geometry, production volume, material requirements, and budget. By understanding the full range of options, you can select the process that delivers the best combination of quality, cost, and design freedom.
Frequently Asked Questions (FAQ)
What is the most cost-effective process for prototyping?
For functional prototypes of complex parts, 3D printing (additive manufacturing) is typically the fastest and most cost-effective, requiring no tooling. For prototypes of large, simple shapes, vacuum thermoforming with a low-cost mold works well. These allow design validation before investing in production tooling.
Can I switch from an alternative process to injection moulding later?
Yes, but it requires a complete design for manufacturability (DFM) review. A part optimized for rotational molding—with thick, uniform walls—is poorly suited for injection moulding. If you anticipate scaling to high volumes, design with the final process in mind from the start.
Which process is best for making parts with metal inserts?
Insert molding (a specialized form of injection moulding) and transfer molding are excellent for encapsulating metal inserts with high precision and bond strength. RIM can also encapsulate inserts well, especially for larger parts.
Is material choice more limited with alternative processes?
Each process has its preferred material families, but the range is broad. Blow molding uses polyolefins (PE, PP, PET). Rotational molding uses powdered polyethylenes. Thermoforming uses sheet grades (ABS, PC, acrylic). Compression molding uses thermosets and composites. The key is to select the process and material together.
How do I find a supplier for these alternative processes?
Look for specialized manufacturers. A blow molder rarely does injection moulding, and a rotomolder focuses on large hollow parts. Industry associations (like the Association of Rotational Molders) and trade shows are good places to identify qualified suppliers with deep expertise in each niche.
Contact Yigu Technology for Custom Manufacturing
At Yigu Technology, we help clients navigate the full spectrum of plastic manufacturing processes. Our engineering team evaluates your part design against multiple options—injection moulding, thermoforming, compression molding, and more—to recommend the most efficient and cost-effective path forward.
Our expertise includes:
- Process selection analysis based on geometry, volume, and material
- Design for manufacturability (DFM) reviews for each process
- In-house mold making for injection and compression tools
- Material selection guidance matching process to application
- One-stop manufacturing from prototype to production
Whether you need high-volume injection moulded parts or a low-volume thermoformed enclosure, we provide candid advice and quality execution.
Contact us today to discuss your project and find the optimal manufacturing process.