Introduction
The injection mold sprue is one of the smallest components in the injection molding process, yet its impact is enormous. It is the primary channel through which molten plastic enters the mold cavity. Think of it as the gateway that transforms raw plastic pellets into finished products.
A well-designed sprue ensures smooth, efficient flow. A poorly designed one causes defects, material waste, and production delays. Understanding the sprue’s role, structure, and common issues helps you maintain consistent quality and avoid costly downtime.
This guide covers everything you need to know about the injection mold sprue. You will learn how it works, what problems to watch for, and how to keep it performing at its best.
What Is an Injection Mold Sprue?
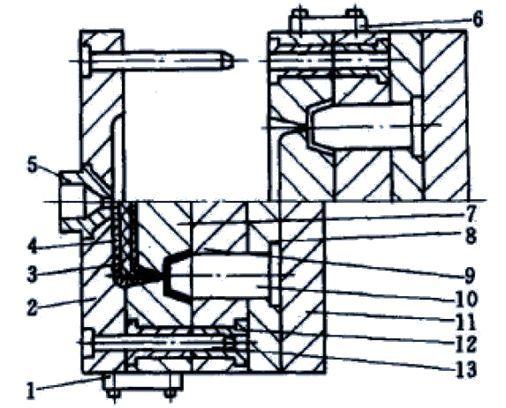
The sprue is the main passageway that connects the injection machine’s nozzle to the mold cavity. It is typically cylindrical or conical in shape. When plastic pellets melt in the injection unit, the resulting molten plastic travels through the sprue to reach the cavity where it takes the shape of the final product.
In a standard two-plate injection mold, the sprue is located at the center of the mold’s stationary half. The molten plastic passes through a sprue bushing—a hardened steel insert that lines the sprue. This bushing resists wear from high-velocity plastic flow and helps maintain proper temperature as the plastic travels.
A properly engineered sprue minimizes pressure drops. If the sprue is too narrow, excessive shear stress can degrade the material or create inconsistent part quality. If it is too wide, plastic may cool unevenly or waste material. The design must match the material, part size, and injection machine specifications.
What Are the Main Components of a Sprue System?
Sprue Bushing
The sprue bushing is the heart of the sprue system. It is made from wear-resistant materials like hardened steel. During high-volume production—such as manufacturing hundreds of smartphone cases per day—molten plastic rushes through the sprue at high speed. This constant flow causes abrasion.
Without a durable bushing, the sprue’s inner surface becomes irregular. This disrupts plastic flow, creating turbulence that leads to inconsistent wall thickness in finished parts.
The bushing also manages heat transfer. It keeps the plastic molten as it travels through the sprue. Premature cooling causes blockages or incomplete filling. A bushing with good thermal properties ensures stable processing and consistent product quality.
Nozzle Bushing Connection
The connection between the nozzle bushing and the injection machine nozzle must be both tight and smooth.
A tight connection prevents leakage. Even a small gap causes material seepage. In a medium-sized injection molding facility, a 0.1 mm gap at the connection can leak 5 to 10 grams of plastic per cycle under high pressure. This waste adds up quickly. Hardened leaked plastic can also damage machine components.
A smooth connection ensures unobstructed flow. Surface roughness above Ra 0.8 μm at the connection can increase required injection pressure by 10 to 15 percent. Higher pressure means more energy use and added stress on the mold and machine. In some cases, a rough connection causes premature solidification at the nozzle, halting the process entirely.
What Common Issues Occur with the Sprue?
Blockage Problems
Blockages disrupt production and cause defective parts. Two main causes are common.
Impurities enter the plastic during material handling. Dust or foreign particles from storage environments accumulate in the sprue over time. When raw materials are not stored in sealed containers, the risk of impurity-related blockages increases by 30 to 40 percent.
Plastic carbonization occurs when plastic stays too long in the heating barrel at high temperatures. Overheated plastic decomposes into charred particles. These travel with the molten stream and clog the sprue. Temperature control system malfunctions significantly raise this risk.
Solutions:
- Install a fine-mesh filter (0.1–0.3 mm pore size) at the injection unit entrance
- Clean the mold, especially the sprue area, every 500 to 1,000 cycles
- Optimize temperature profiles and reduce plastic residence time in the heating barrel
Erosion and Wear
The sprue bushing bears the brunt of high-velocity plastic flow. Continuous abrasion gradually wears down the inner surface. In high-volume production, wear is significant. After 10,000 injection cycles, the inner diameter of a bushing may increase by 0.1 to 0.2 mm due to wear.
Worn bushings cause multiple problems. A rough inner surface increases flow resistance. Higher injection pressures stress mold components and can lead to premature mold failure. Uneven wear also disrupts flow, causing inconsistent wall thickness and surface defects.
Solutions:
- Choose high-quality, wear-resistant steels with high chromium content
- Apply surface treatments like nitriding or hard chrome plating
- Inspect every 2,000 to 3,000 cycles—visually and with calipers
- Replace bushings when surface roughness exceeds Ra 1.6 μm or diameter increases significantly
How Does Sprue Design Affect Product Quality?
Diameter Selection
Sprue diameter must match the plastic material, part size, and injection machine.
| Material Type | Viscosity | Recommended Sprue Diameter (Medium Part) |
|---|---|---|
| Polyethylene, Polypropylene | Low | 3–5 mm |
| ABS, Polystyrene | Medium | 4–7 mm |
| Polycarbonate, Nylon | High | 6–8 mm |
Larger parts require larger diameters. For a part volume above 100 cubic centimeters, an 8–12 mm sprue diameter may be appropriate. The injection machine’s capacity also matters—higher injection volumes can support larger sprues.
Shape Considerations
The sprue shape influences filling efficiency and defect risk. A conical shape is common because it gradually reduces cross-sectional area. This improves filling and reduces air traps.
Sharp corners or irregular shapes create turbulence. Turbulence causes inconsistent filling, leading to short shots (incomplete parts), weld lines (where two flow fronts meet), and variations in wall thickness. A well-designed sprue shape ensures even cavity filling, which is essential for consistent strength and dimensions.
How Do You Maintain the Sprue System?
Regular Inspections
Visual inspection should be routine. Look for signs of wear, roughness, or discoloration inside the sprue. Use calipers to measure inner diameter periodically. Document measurements to track wear rates over time.
Cleaning Procedures
Clean the sprue area regularly. Use appropriate cleaning agents that do not damage the bushing surface. Remove any accumulated plastic residue or debris. A clean sprue reduces flow resistance and prevents contamination of subsequent cycles.
Timely Replacement
Replace sprue bushings before they cause defects. If surface roughness increases or diameter changes beyond acceptable limits, schedule replacement. Planned replacements cost less than unplanned downtime from failed bushings.
Yigu Technology’s Perspective
As a custom supplier of non-standard plastic and metal products, we treat sprue design as a top priority. For custom molds, the sprue must be tailored to the unique shape and precision requirements of each project.
We also emphasize maintenance. Regular inspections and timely replacement of worn bushings prevent blockages and inconsistent flow. This approach maintains process stability, reduces production errors, and ensures customers receive high-quality products that meet their specific needs.
Conclusion
The injection mold sprue may seem like a small detail, but it plays a critical role in production quality and efficiency. A properly designed sprue ensures smooth plastic flow, consistent part quality, and stable processing. Common issues like blockages and wear can be managed with good design choices, regular inspections, and timely maintenance.
Understanding the sprue’s function, components, and potential problems helps you prevent defects and keep your production running smoothly. Whether you are designing a new mold or maintaining an existing one, attention to the sprue pays off in better products and lower costs.
FAQ
How do I choose the right diameter for the injection mold sprue?
Consider plastic viscosity first. Highly viscous materials like polycarbonate need larger diameters—typically 6–8 mm for medium-sized parts. Part size matters too; larger parts require larger sprues. Also account for the injection machine’s injection volume—higher capacity supports larger diameters.
What should I do if the sprue bushing is worn out?
Stop the injection process immediately. Remove the mold from the machine. Loosen retaining screws and remove the old bushing. Clean the sprue area thoroughly. Install the new bushing, ensuring proper alignment with the nozzle and mold cavity. Tighten screws evenly and check the connection for gaps before restarting.
Can the shape of the injection mold sprue affect product quality?
Yes, significantly. A conical shape improves filling efficiency and reduces air traps. Irregular shapes or sharp corners create turbulence, leading to short shots, weld lines, and inconsistent wall thickness. Proper sprue shape ensures even cavity filling, which is essential for consistent strength and dimensions.
Contact Yigu Technology for Custom Manufacturing
Looking for expert guidance on injection mold design and maintenance? Yigu Technology specializes in custom non-standard plastic and metal products. We combine technical expertise with hands-on experience to deliver molds that perform reliably.
Reach out today to discuss your next project. Let us help you get the details right—starting with the sprue.