Introduction
You need a plastic part that combines two materials. One material provides strength. The other offers a soft touch. Or perhaps you need two colors in a single component without assembly.
Dual shot injection molding makes this possible. It injects two different materials into the same mold, one after the other. The result is a single, integrated part.
This process eliminates secondary assembly. It improves product durability. It opens design possibilities that single-material molding cannot achieve.
Consider a toothbrush. The handle needs rigid plastic for strength. The grip area needs soft, flexible material for comfort. Dual shot molding creates both in one seamless operation.
This guide explains how the process works, where it applies, and how it compares to other molding methods.
How Does Dual Shot Injection Molding Work?
The process relies on specialized equipment and precise control.
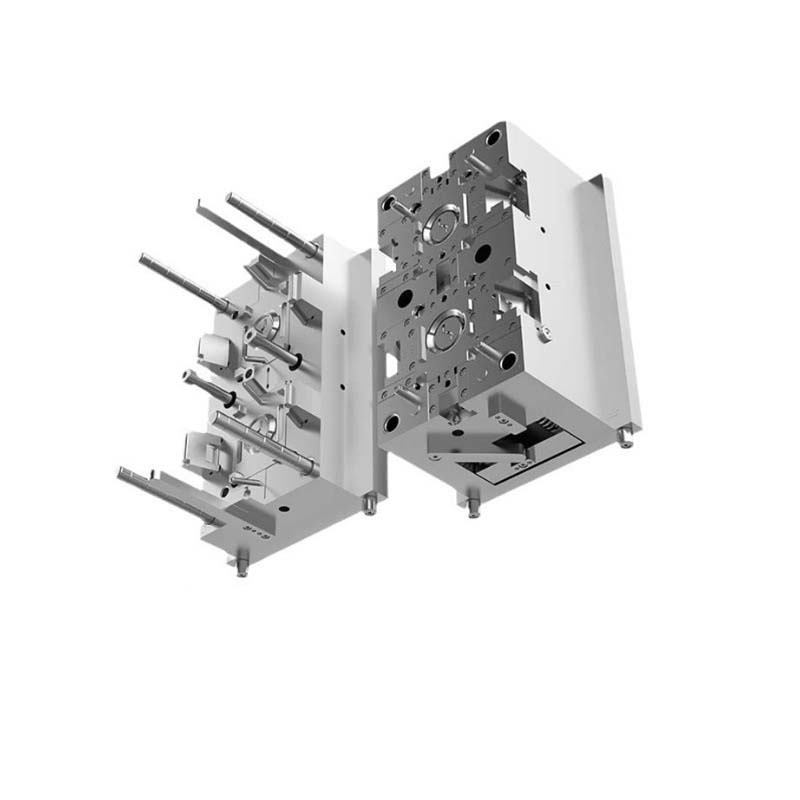
Machine Setup
A dual shot machine has two injection units. Each unit handles a different material. The machine coordinates the sequence so the second material bonds perfectly with the first.
The mold is equally specialized. It often includes a rotating or moving mechanism. After the first injection, the mold rotates or shifts to present a new cavity position for the second shot.
This movement requires high precision. Alignment errors stay within ±0.05 mm to 0.1 mm. Any deviation affects part quality.
First Injection
The first material enters the mold. It forms the base layer of the part.
For a polypropylene (PP) base, the barrel heats the material to 180°C to 230°C. Injection pressure typically ranges from 50 to 200 MPa, depending on part complexity and material viscosity.
The molten plastic fills the cavity. Cooling channels circulate water or other media to solidify the part. Once cooled, the base structure is ready for the second shot.
Second Injection
The mold repositions. The second material enters the second injection unit.
If the second material is a thermoplastic elastomer (TPE) for a soft-touch surface, it heats to 100°C to 150°C. The machine injects this material precisely over or around the first material.
The key is bonding. The second material must adhere to the first. Proper mold design and controlled parameters—temperature, pressure, speed—ensure a strong, lasting bond.
The result is a single component with two distinct materials.
What Are the Key Applications?
Dual shot molding serves industries where combining material properties adds value.
Automotive Industry
Car interiors demand both durability and comfort.
Dashboards benefit from dual shot molding. A rigid ABS core provides structural support. A soft TPE surface creates a pleasant feel and reduces glare.
Door handles use the same principle. A strong PP inner layer withstands mechanical stress. A soft outer layer improves grip, especially in wet or cold conditions.
For exterior components like side mirror housings, dual shot molding combines a weather-resistant main body with flexible, impact-resistant edges. The softer material absorbs minor collision impacts, protecting the housing.
Consumer Electronics
Functionality and aesthetics come together.
Smartphone cases use a hard outer shell for drop and scratch protection. A soft inner layer cushions the phone and improves grip. Users get better protection and a more comfortable hold.
Buttons benefit too. A hard base provides stability for mounting. A soft, tactile surface responds well to finger pressure. Different colors for each layer create visual appeal.
Medical Devices
Hygiene and performance are non-negotiable.
Syringe plungers combine a rigid plastic for structural integrity with a soft, biocompatible tip. The soft tip seals tightly against the syringe barrel, preventing leakage. It also moves smoothly without damaging the barrel walls.
Device housings can incorporate antimicrobial materials. A hard plastic body protects internal components. An antimicrobial-treated outer layer helps prevent bacterial growth, supporting hygiene in medical environments.
How Does It Compare to Other Methods?
Choosing the right manufacturing process affects cost, quality, and efficiency.
| Comparison Item | Traditional Single-Shot | Dual Shot | Secondary Injection |
|---|---|---|---|
| Process Complexity | Simple. One material, one injection. | High. Two units, specialized mold, precise timing. | Moderate. Two separate molds, part transfer required. |
| Cost | Lower initial investment. Lower per-unit cost for single-material parts. | Higher initial investment. Cost-effective for two-material parts without assembly. | Medium investment. Higher per-unit cost due to handling and transfer. |
| Product Performance | Single material property. | Enhanced functionality. Strong bond between materials. | Good, but bond may be weaker than dual shot. |
| Aesthetic Appeal | Single color or material. | Seamless two-color or two-material appearance. | Visible seams possible. Transition less smooth. |
| Production Efficiency | Fast. One injection step. | Moderate. Additional steps for repositioning and second injection. | Slower. Two separate operations and part transfer increase cycle time. |
What Are the Material Options?
Material selection depends on the application and compatibility between layers.
| Material | Properties | Typical Use |
|---|---|---|
| ABS | Good mechanical properties, heat resistance, surface finish | Structural base layers |
| PP | Low cost, chemical resistance, good flow | Base layers, automotive parts |
| TPE | Flexibility, soft touch, good grip | Over-molded surfaces, grips |
| Silicone Rubber | Excellent flexibility, heat resistance, biocompatibility | Medical devices, soft-touch surfaces |
Compatibility matters. The two materials must bond well under processing conditions. Not all material pairs work together. Experienced engineers test combinations to ensure adhesion strength meets application requirements.
What Are the Limitations?
Dual shot molding offers significant advantages, but it has limits.
Mold complexity increases with part complexity. Intricate geometries may require multiple slides and cores. This raises mold cost and introduces potential failure points.
Material flow can be challenging. Some part shapes make it difficult for the second material to flow evenly over the first. Poor flow leads to incomplete coverage or weak bonding.
Cooling becomes more complex with two materials. Different materials cool at different rates. This can cause warping or dimensional inaccuracies if not managed carefully.
Despite these challenges, skilled mold designers and process engineers overcome them through careful planning and testing.
What Does a Real-World Project Look Like?
A consumer electronics company needed a new wearable device housing. The requirements were specific.
The outer layer had to be hard and scratch-resistant. The inner layer needed soft, skin-friendly contact. Assembly of two separate parts was unacceptable because it added thickness and potential failure points.
Dual shot molding provided the solution. The first shot used a PC/ABS blend for structural strength and surface hardness. The second shot used a medical-grade TPE for the skin-contact areas.
The mold design included precise positioning features to ensure the TPE flowed exactly where needed. Bond strength testing showed the two materials held together beyond the product's expected lifespan. The final housing passed drop tests and skin-contact safety requirements.
The result: a thinner, more comfortable device manufactured in a single process.
Conclusion
Dual shot injection molding combines two materials into one seamless part. It eliminates assembly steps. It creates stronger bonds than secondary molding. It allows designers to combine rigidity with flexibility, hard surfaces with soft grips, and multiple colors without visible seams.
The process uses specialized machines with two injection units and molds that rotate or reposition between shots. Applications span automotive interiors, consumer electronics, and medical devices where material combinations add real value.
While the initial investment is higher than single-shot molding, the long-term benefits—reduced assembly, improved product performance, and enhanced aesthetics—make it the right choice for many products.
FAQ
What types of materials can be used in dual shot injection molding?
Common materials include ABS for structural strength, PP for chemical resistance and low cost, TPE for soft-touch surfaces, and silicone rubber for flexibility and biocompatibility. Material pairs must be compatible for strong bonding. Engineers test combinations to ensure adhesion meets requirements.
How accurate is the alignment between the two shots?
Alignment accuracy typically falls within ±0.05 mm to 0.1 mm. High-precision mold design with guide pins and alignment slots ensures correct positioning. Advanced machine control systems maintain this accuracy throughout production.
Are there limitations to the complexity of parts produced by dual shot injection molding?
Yes. Mold design becomes more challenging with complex geometries. Intricate parts may require multiple slides and cores, increasing cost and complexity. Material flow and cooling differences between the two materials can also create challenges. However, experienced mold designers can overcome these limitations for most applications.
How does dual shot compare to secondary injection molding?
Dual shot uses one mold and one machine with two injection units. Secondary injection uses two separate molds and two machines, requiring part transfer between them. Dual shot produces stronger bonds and smoother transitions between materials. Secondary injection has lower initial equipment cost but higher per-unit cost due to handling.
Is dual shot injection molding cost-effective for small production runs?
The higher initial mold and machine investment makes dual shot most cost-effective for medium to large production runs. For small runs or prototypes, secondary injection or manual assembly of separate parts may be more economical. However, if the product design requires the material combination, dual shot may still be the right choice regardless of volume.
Contact Yigu Technology for Custom Manufacturing
At Yigu Technology, we specialize in advanced injection molding processes including dual shot manufacturing. Our facility features state-of-the-art dual-injection unit machines. Our engineers have deep experience in complex mold design and material compatibility.
We handle projects from small prototypes to large production runs. Whether you need automotive components, consumer electronics housings, or medical device parts, we deliver quality and precision.
Contact Yigu Technology today to discuss your dual shot injection molding project.